

FNZ-25小车式自动缝焊机使用说明书
FNZ-25型小车式自动缝焊机是为了焊接不锈钢及普通铁丝网滤芯专用的成套自动焊接设备。它可以连续焊接丝径为0.10-0.35mm, 20-120 目的各种编织丝网布的缝焊, 焊接的焊缝能够达到用户的机械强度和外观工艺要求。
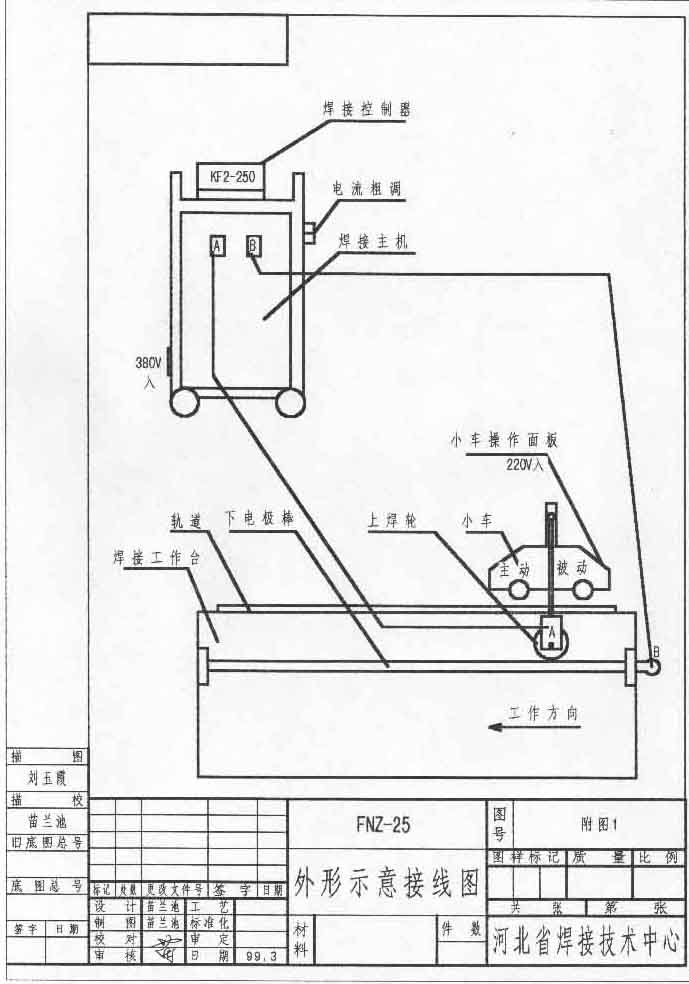
FNZ-25型自动缝焊机设备由FNZ-25 缝焊电源、KF2-160A微机控制缝焊控制器、大功率双向可控硅组件、带调速功能的自动焊接小车、焊接轨道及其配套焊接电极、焊接电缆组件六大部分组成 ( 详见附图1设备连接示意图 ) 。
FNZ小车缝焊机产品外观:
焊机整机结构 小车行走装置
一、主要技术数据
1. 额定焊接容量 : 25 KVA
2. 额定负载持续率 : 20%
3. 电源输入电压 : 单相 380 V ± 10 % ( 焊接主机 )
单相 220 V ± 10 % ( 焊接小车 )
4. 焊接速度 : 0.3--1.0 m/min
5. 次级输出电压 : 3.40--6.80 V ( 控制器能量最大时 )
6. 次级电压调节级数 : 6 级
7. 焊接工件最大长度 : 大于1.1 m
8. 外形尺寸 : 长 450 mm * 宽 400 mm * 高 800 mm
( 焊接主机 )
9. 焊接主机质量 : 85 Kg
二、设备的放置及安装
为保证焊接设备的正常运行,所有设备的组成部分都应该放置于通风、干燥、无潮湿、无尘土、无酸碱盐腐蚀、无大的振动的环境下工作,环境温度应该保持在-10 ℃ -- +30 ℃之间 ,当环境条件达不到上述要求时有可能影响设备的正常运行,严重时会对焊接设备造成故障耽误用户的使用,给用户带来更多的麻烦。
焊机的主机放置于地面上即可,焊接轨道需要用螺钉固定于地面上或者工作平台上,因为焊接小车需要在轨道上行走,需要对焊接轨道上的小车焊轮与下电极棒的上下左右位置进行矫正后再固定下电极棒的位置。焊接小车、下电极棒与主机的连接用配套的 YH- 70 电焊电缆组件进行联接, 用户不得随意加长或者更换其他规格 的焊接电缆,以免影响焊接功率及焊接效果。
焊接设备所使用的电源应该符合电源电压及频率的要求,当焊接设备附近有高频电气设备时应该采取必要的防护保护措施,当电源的电压波动范围比较大时可能影响工件的焊接质量。焊机主机及焊接小车的供电应该分别接到相应的电源线路上,千万不能接错 (接线图见附图2), 否则有可能烧坏小车的电源及控制部分。焊机的主机应该单独使用一块不小于30A 的闸刀开关并装上60A 左右的保险片, 所使用的电源线应该采用不小于6平方毫米的铜质导线或者采用10 平方毫米的铝质导线,为保证设备正常运行和操作者的人身安全,焊接主机和焊接轨道都应该接地后再使用,接地电阻的阻值应符合电器设备的接地安全要求。
三、设备的使用及调试
焊接工作台固定紧固后,请把焊接小车放置在工作台轨道上,其中左侧主动轮与调整轨迹的小轮要卡在轨道卡槽中,右侧的小轮应该放在卡槽外,因为本设备不需圆弧形轨迹,所以调整轨迹的小轮一定要与主动轮调整平行,并用锁紧螺丝拧紧避免松动。
请将下焊接电极棒放入焊接工作台的下电极棒的卡槽内,装上上电极的电极轮组件,因该组件的质量比较重,在安装时应注意小心小车偏心失重从轨道上掉下来,正确的方法是用下电极棒支起焊轮。对于下电极棒,可以上下左右微量地进行调整,主要是调整下电极棒与焊接轨道的水平位置及垂直位置,否则不能保证较长工件的压力一致和左右焊缝平行,左右方向的调节是调整下电极棒卡块 的紧固螺钉,上下方向的调节是调整卡块中间的螺钉及其锁紧螺母。
焊接小车与上电极轮之间的左右、升降、水平旋转、垂直旋转也都能够独立地进行调节,以方便用户把电极轮调正,它的左右调节可以调整焊轮与电极棒的相对位置 (偏左或偏右),小车上端可以调节整个小车与焊轮的配重平衡及水平位置,水平横杆左端的调节可以微量调整焊轮的左右位置。升降手轮能够调节焊轮的上下位置及对焊接工件的压力,带刻度的调节操作件可以调整焊轮工作面与下电极棒工作面的平行度,该项调节非常重要,一定要保证上下电极的平面可靠接触及焊接压力,才能保证工件的焊接性能良好。当焊轮大平面与下电极棒在长度方向不平行时,小车行走会不顺利,应该调整焊轮上端U型导电块的旋转位置,以保证其工作的平行度(小车的操作可参考 GCD2-100 焊接切割机使用说明书),调整完毕后应用紧固件固定好避免松动。
控制器的使用及操作详见 KF2-250 精密缝焊控制器使用说明书的详细介绍。
请把欲焊接的工件放置在下电极棒上,调整小车的走车速度,使之达到焊接速度要求,当初次使用没有把握时应选择较高的焊接速度,以免因为焊接速度过慢烧坏工件和电极。调整焊机主机的电 流调节开关使之达到焊接要求,没有把握时应该选择较小的档位(1档为最小挡, 6 档为最大挡),以避免因为焊接电流太大而烧坏工件和电极。控制器的能量调节和焊接脉冲时间调节也能改变焊接电流的大小,能量调节旋钮一般先放置在 6.0--8.0 的位置 , 脉冲调节的参数可参考附表 1 : 焊接脉冲选择表,当不会使用或者不想使用脉冲方式时可以按下控制器的功能开关,控制器则取消焊接过程中的脉冲功能。
焊接时先让小车行走起来,当焊轮中间走到焊接工件初始位置时把焊接开关扳向“开”的位置,焊机则会按照预先设定的焊接电流、焊接速度、焊接压力、焊接脉冲进行自动焊接,当焊轮中间位置走到工件末端时应该及时切断焊接开关,以免上下电极直接接触烧坏和烧伤焊接电极。焊接完毕后对工件进行检验,当焊接参数较小时有可能焊不上或者焊接不牢强度不够,此时应加大焊接参数或降低焊接速度使之达到焊接要求,当焊接参数较大时也有可能把工件烧穿在电极上留下焊渣,此时应先清理电极上的焊渣,然后再把焊接参数调小后继续试焊,直到达到焊接工艺要求为止。
附表1:可用脉冲值选择数据
无直流脉冲数据:3:9 3:8 3:7 3:6 3:5 3:4 3:3 3:2
5:9 5:8 5:7 5:6 5:5 5:4 5:3 5:2
7:9 7:8 7:7 7:6 7:5 7:4 7:3 7:2
9:9 9:8 9:7 9:6 9:5 9:4 9:3 9:2
有直流脉冲数据:2:9 2:7 2:5 2:3
4:9 4:7 4:5 4:3
6:9 6:7 6:5 6:3
8:9 8:7 8:5 8:3
四、设备的维护及安全
在焊接过程中不能调整设备的电流分档开关、能量调接节旋钮、脉冲选择开关,否则有可能影响焊接和损坏机件。
焊机各活动部分及小车减速箱应经常保持润滑, 焊件应在清理后施焊, 以免损坏电极滚轮, 焊机使用一段时间后应该对焊接电极进行清理,保证焊接面的干净。
当焊机在摄氏零度以下的温度工作时,应采取必要的防寒防冻措施。
现场的操作人员都应该穿工作服, 并且应戴帆布手套及围身工作, 以免在焊接过程中或从下电极棒上取焊接完毕的工件时造成烫伤。
当焊机长时间不用时,应该将焊接小车从轨道上卸下来,将下电极棒放置在不受外力的场合下,以保证轨道及焊接电极的平整。再次使用设备时应该检查焊接轨道与工作平台的绝缘,检查时将小车从轨道上取下来,用万用表的欧姆档测量轨道与工作平台应该不通,否则应对绝缘件进行检查修理。
为了减少用户的试焊时间,操作者应该把常用材料的焊接参数经常地进行记录,再有类似产品焊接时则会省去反复试验的时间,当然如果能够从焊接手册或其他途径得到更准确的焊接规范时,将会给用户带来更大的方便。
五、设备的组成
1. FNZ-25 焊接电源 (带可控硅自动控制) 1 台
2. KF2-160A 精密缝焊控制器 1 台
3. GCD2-100 小车式焊接切割机 1 台
4. 焊接轨道及工作台 1 套
5. YH-70 焊接电缆组件 1 套
6. 控制线开关组件 1 根
7. 4*20 0.5A 保险管 4 只
六、设备的维修及配件
根据国家有关规定: 焊机自出厂之日起三包期为一年, 在三包期内机器若出现技术故障, 属于制造原因的由生产厂免费负责维修或更换, 属于用户运输使用及保养等原因造成的由用户负责全部维修费用, 当责任原因无法确认时双方各负担一半或协商解决,包装及运输费用由用户负责。
焊机的下述零部件属易损件不在保修范围内, 当这些零部件出现问题时, 用户可自行解决, 也可以到焊机生产厂购买。
易损零部件清单 :
(1) 上下电极轮、轴 (2) 控制器面板操作零件
(3) 焊接电缆及接头 (4) 小车电机及控制部件
(5) 小车机械传动件 (6) 可控硅元件
(7) 熔断器、保险管 (8) 主机分挡调节开关
(9) 控制线及开关
FNZ小车缝焊机产品图样:

焊机整机结构 小车行走装置


万向调节装置 上电极焊轮和下电极衬棒
 FNZ-25视频下载
网通快速下载
FNZ-25视频下载
网通快速下载
 Realplay播放器下载
Realplay播放器下载
 视频文件使用说明
视频文件使用说明
公司备有该系列自动缝焊机的高清晰详细操作演示光盘,如果需要的话请直接与我公司联系索取,以便更加深入地了解过滤器材专用焊机的工作特点。