MCH-1微机控制器说明书
![]()
一、概述
MCH-1 微机控制摩擦压力焊控制器是根据用户要求专门设计制造的,它采用 INTEL8031单片微型计算机做为中心控制处理器,输出接口为全隔离无触点固态继电器,输入采用高速光电耦合器耦合输入,采用标准键盘输入修改程序数据,显示器采用高亮 LED 发光显示屏做为状态及数据显示。因此该控制器具有体积小、重量轻、可靠性高、故障率低、安装调试方便等许多优点,可以满足摩擦压力焊工艺的各种焊接场合使用。
二、主要技术指标
1. 输入电源: 单相 380V ( 220V )± 10% 50HZ
2. 输入接口: 8/ 可扩充至 24
3. 输出接口: 8/ 可扩充至 16
4. 输出接口容量: 220V 1A( 阻性负载)
5. 定时调节范围: 0.01 秒 -99.99 秒
6. 可控制步长: ≤ 192 步 / ≤ 256 步
7. 可编程容量: 8KB
8. 外形尺寸: 长 395 ×宽 425 ×高 165 MM
9. 质量: 8.2Kg
三、安装及调试
1. 将控制器固定在机器主控制柜上端或单独放置在一个桌子上面,要远离潮湿、粉尘及有酸碱盐的场合,以保证控制器正常工作,控制器一定要接地后再使用。
2. 将 380V(220V) 电源线经过一个控制开关及保险熔断器( 3A )后接入机箱后面交流电源输入端,将输入端口按顺序依次接在各输入口元件上:
In1--L1 In2--L2 In3--L3
In4-- 焊接 In5-- 过流(试验) In6-- 复位
输出口接线端依次为:
Out1--M1 加荷 Out2--M2 前进 Out3--M3 夹紧
Out4--M4 后退 Out5--M5 主轴 Out6--M7 I 级
Out7-II 级 Out8-- 减速
指示灯与以上 Out1--Out8 依次对应,通过指示灯即能观察工作状态情况。
3. 平时工作时,显示器仅末位有显示,显示工作状态,如 0 , 1 , 2 , 3 ……,在未焊接时显示 0 ,按下焊接按钮,则按顺序依次显示 1 、 2 、 3. . .a , b , c , 0 ,当工作状态设置为自动时,显示完 C 后显示 d ,表示等待时间,当等待时间达到后自动进入第一步工作状态,不再由用户按焊接指令就进入第一步操作程序,这一点必须引起注意,一般使用时为手动单循环运行。各工作状态及指示灯亮详见后面表格说明。
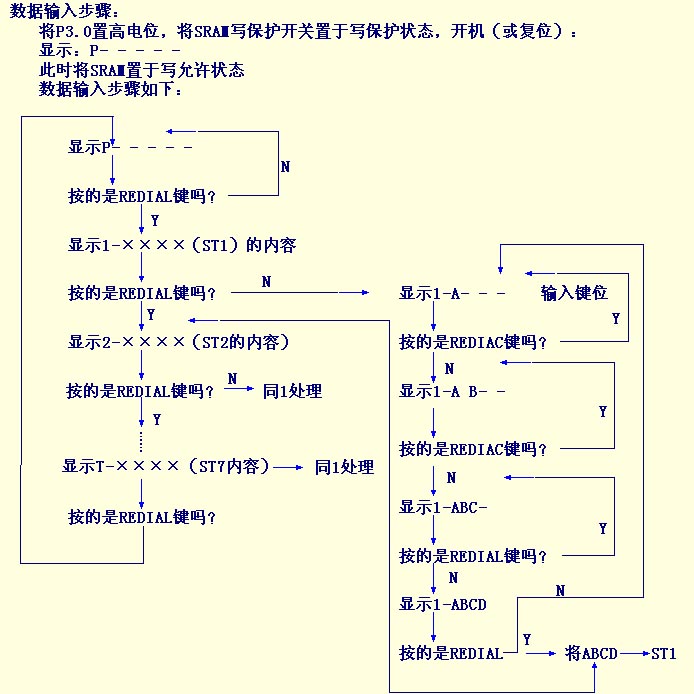
4. 需对控制器技术数据进行修改时,将编程开关搬至编程位置,按下复位键( RESET ),显示 P ―――――,此时允许用户修改技术数据,按一下“ REDIAL ”键,显示 1- ××××,当需修改时,直接键入数字即可,比如需要 26.86 秒,键入 2686 ,则显示 1-2686 表示第一项技术数据为 26.86 秒,其它类推。当不需修改该项时,按一下“ REDIAC ”显示 2- ××××,再按一下“ REDIAC ”显示 3- ××××……显示 7- ××××,再按一下“ REDIAC ”显示 P ―――――,依次类推,所有数据核实无误后将编程开关搬至下位,按一下 RESET 键机器即可按新的数据进行运行工作。为避免用户随意调整时间数据,增加了一个锁控开关,输入数据时应把开关打开,否则控制器拒绝输入任何数据。
特别注意:当长期(超过一个月)不使用控制器时一定要先查看各项数据是否正常,不正常时一定要先修改数据后再运行,常用的技术数据应有文字记录,以避免机器数据丢失后无法及时恢复。
编程项与工作项对应关系:
定时 1-- 夹紧完毕后顶紧工件时间 ( 3 ) ST1
定时 2-- 一级摩擦时间 ( 7 ) ST2
定时 3-- 二级摩擦时间 ( 8 ) ST3
定时 4-- 顶锻时间 ( 9 ) ST4
定时 5-- 夹紧工作时间 ( 2 ) ST5
定时 6-- 冷却时间 ( A ) ST6
定时 7-- 等待时间(自动程序换件时间)( D ) ST7
工作状态程序表:
| 步骤 | 显示 | 名称 | 输出接口 |
| 0 | 0 | 通电复位 L3 ? L4 ? | 无 |
| 1 | 1 | 系统加荷,溜板前进 L1 ? | 1 , 2 |
| 2 | 2 | 夹紧工件(定时 5 ) | 1 , 3 |
| 3 | 3 | 溜板前进,顶紧工件(定时 1 ) | 1 , 2 , 3 |
| 4 | 4 | 溜板后退 L2 ? | 1 , 3 , 4 |
| 5 | 5 | 溜板前进,主轴转 L1 ? | 1 , 2 , 3 , 5 |
| 6 | 6 | 前进减速 L5 ? | 1 , 2 , 3 , 5 , 8 |
| 7 | 7 | 一级摩擦(定时 2 ) | 1 , 2 , 3 , 5 , 6 , 7 , 8 |
| 8 | 8 | 二级摩擦(定时 3 ) | 1 , 2 , 3 , 5 , 6 , 8 |
| 9 | 9 | 顶锻(定时 4 ) | 1 , 2 , 3 |
| 10 | A | A 冷却(定时 6 ) | 1 , 3 |
| 11 | B | B 溜板后退 L2 ? | 1 , 3 , 4 |
| 12 | C | C 溜板后退,卸荷 L3 ? | 1 , 4 |
| 13 | O/D |
当为自动时,等待换件(定时 7 ),时间达到自动转入第一步当为单步运行时该步自动取消,转入第 0 步骤工作 |
无 |
四、使用注意事项
1. 机器不使用后一定要切断电源,不能让机器长期连续带电运行,也不能随意修改技术数据,因为不合适的技术数据会对机器及焊接工件造成不可挽回的损失。
2. 正常情况下,用户不要打开机器对硬件进行调换和更改代用,尤其是贮存工件程序的 EPROM 和贮存用户技术数据的 SRAM 及 CPU 处理器,因为不正确的操作将导致整个系统的损坏。
3. 机器出现技术故障一定要有专业技术人员进行检修,用户无检修能力时尽量不要自己动手,以免造成更大的技术故障。
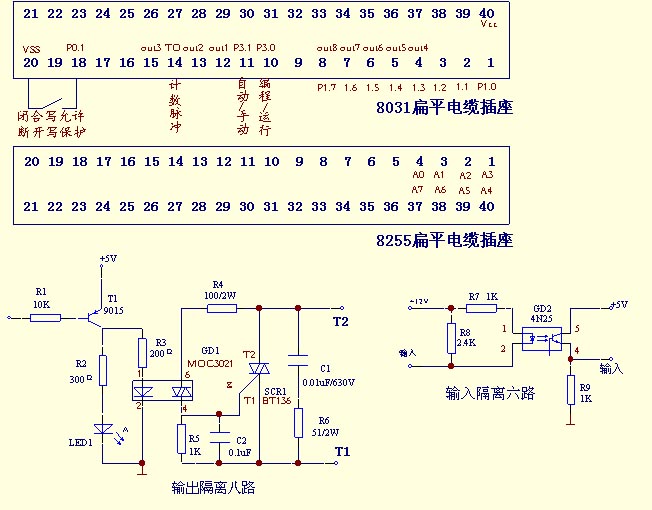
8031 I/O 口说明:
P3.0 :编程 / 运行 P3.0=H 编程 P3.0=L 运行
P3.1 :自动 / 手动 P3.1=H 手动 P3.1=L 自动
P3.4 To :外部计数脉冲,下降沿有效,高电平脉宽≥ 1us ,允许计数最高频率: 500KHz ( 6MHz 晶振)
Out1 : P3.2 ; Out2 : P3.3 ; Out3 : P3.5 ; Out4 : P1.3
Out5 : P1.4 ; Out6 : P1.5 ; Out7 : P1.6 ; Out8 : P1.7
8255 input 说明:
In1 : Ao ( L1 前进到位); In2 : A1 ( L2 中间后退)
In3 : A2 ( L3 最后退到位); In4 : A3 (焊接); In5 : A4 (过流)
SRAM 写保护:
将 8031 扁平线缆插座的 P20 、 P18 外接则允许写入,将 P20 和 P18 断开,则 SARAM6264 写保护。 P20 、 P18 外接电阻≤ 0.1 欧。
在开机关机前应将 SRAM 置于写保护状态。
五、产品外型


六、接线级原理
七、程序数据输入步骤: