钢筋套筒冷挤压连接技术
![]()
套筒冷挤压连接工艺简介:
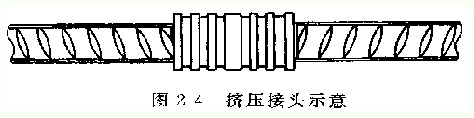
套筒挤压连接方法是将需要的连接的钢筋(应为带肋钢筋)端部插入特制的钢套筒内,利用挤压机压缩钢套筒,使它产生塑性变形,靠变形后的钢套筒与带肋钢筋的机械咬合紧固力来实现钢筋的连接。这种连接方法一般用于直径为16~40mm的Ⅱ级,Ⅲ级钢筋(包括余热处理钢筋),分径向挤压和轴向挤压两种。
1、径向挤压
有关按径向作套筒挤压连接的方法应符合《带肋钢筋套筒挤压连接技术规格》(JGJ108-96)的要求。
(1)一向情况
性能等级分A级和B级二级;不同直径的带肋钢筋亦可采用挤压连接法,当套筒两端外径和壁厚相等时,被连接钢筋的直径相差不应大于5mm。
(2)工艺原理
设备布置示意如图5-10所示。挤压机吊挂于小车的架子上,靠平衡器的卷簧张紧力变化调节其高度,并平衡重量,使操作人员手持挤压机基本上处于无重状态;挤压机由安装在小车上的高压油泵提供压力源。
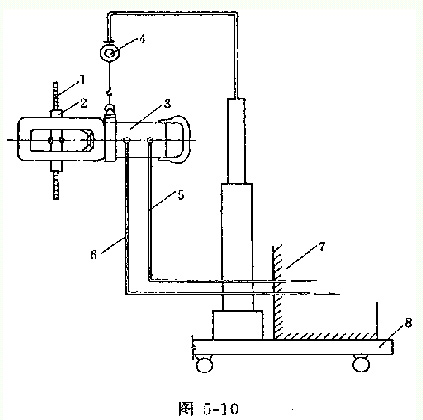
1-钢筋;2-套筒;3-挤压机;4-平衡器;
5-进油管;6-同油管;7-油泵;8-小车
(3)套筒
套筒材料应选用适合于压延加工的钢材,其实测力学性能应符合表5-3的要求。
套筒材料的力学性能 表5-3
|
项目 |
指标 |
|
屈服强度(N/mm2) 抗拉强度(N/mm2) 伸长率δ5(%) 洛氏硬度(HRB) 〔或布氏硬度(HB)〕 |
225~350 375~500 20 60~80 〔102~133〕 |
按机械连接件技术性能的基本要求,套筒和承截力要求可写成以下二式:
fslykAs1≥1.1As(5-6)
fsltkAs1≥1.1ftkAs(5-7)
式中 fslyk――套筒的屈服强度标准值;
fsltk――套筒的抗拉强度标准值;
fyk――钢筋的屈服强度标准值;
ftk――钢筋的抗拉强度标准值;
As1――套筒的横截面面积;
As――钢筋的横截面面积;
套管的几何尺寸和所用材料的材质应与一定的挤压工艺相配套,必须由特别检验认定,套筒的尺寸偏差宜符合表5-4的要求。
套筒尺寸的允许偏差(mm) 表5-4
|
套筒外径D |
外径允许偏差 |
壁厚(t)允许偏差 |
长度允许偏差 |
|
≤50 |
±0.5 |
+0.12t -0.10t |
±2 |
|
>5 |
±0.01D |
+0.12t -0.10t |
±2 |
套筒应有出厂合格证。由于各类规格的钢筋都要与相应规格的套筒相匹配,因此,套筒在运输和储存中应按不同规格分别堆放整齐,以避免混用;套筒不得堆放于露天,以免产生锈蚀或被泥砂杂物沾污。
(4)挤压机
挤压机的型号和相应的性能虽然各不相同,但是构造和原理基本上是一样的,它的工作示意如图5-11,是一种液压机构,油压通过高压油泵实现。
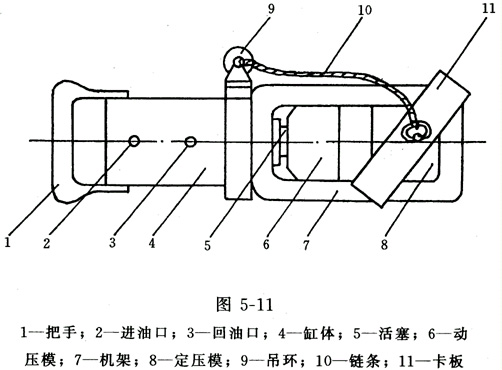
钢筋连同套筒放在挤压机机架内的压模中,高压油液输入油缸并面出活塞,带动压模前进,并将套筒挤压在动压模与定压模之间。定压模用卡板与机架相连,并可从机架中抽出,以便放进或退出钢筋。
挤压机的型号有多种,额定工作压力,(油液压强)可达50~100N/mm(一般称为“超高压”),额定挤压力可达750~1000KN。常用的几种挤压机技术数据列于表5-5。
常用挤压机的技术数据 表5-5
|
项目 |
单位 |
型 号 |
|||
|
GYJ25 |
GYJ32 |
GYJ40 |
|||
|
额定工作压力 |
N/mm |
80 |
80 |
80 |
|
|
额定挤压力 |
KN |
760 |
760 |
900 |
|
|
外形尺寸 |
直径 |
mm |
150 |
150 |
170 |
|
长 |
mm |
433 |
480 |
530 |
|
|
重量(不带压模) |
kg |
23 |
27 |
34 |
|
|
压 模 |
可配压模型号 |
|
M18,M20, M22,M25 |
M20,M22,M25,M28 M32 |
M32,M36, M40 |
|
可连接钢筋的直径 |
mm |
18~25 |
20~32 |
32~40 |
|
|
重量 |
kg/套 |
5.6 |
6 |
7 |
|
(5)操作要点
1)使用挤压设备(挤压机、油泵、输油软管等整套)前应对挤压力进行标定(挤压力大小通过油压表读数控制)。有下列情况之一的就应标定:挤压设备使用前;旧挤压设备大修后;油压表损强列振动后;套筒压痕异常且其它原因时;挤压设备使用超过一年;已挤压的接头数超过5000个。
2)要事先检查压模、套筒是否与钢筋相互配套,压模上应有相对应的连接钢筋规格标记。挤压操作时采用的挤压力、压模宽度、压痕直径或挤压后套筒长度的波动范围以及挤压道数,均应符合接头技术提供单位所确定的技术参数要求。
3)钢筋下料切断要用无齿锯,使钢筋端面与它的轴线相垂直。不得用钢筋切断机或气割下料。
4)高压泵所用的油液应过滤,保持清洁,油箱应密封,防止雨水、灰尘混入油箱。
5)配套的钢筋、套筒在使用前都就检查,要清理压接部位的不洁特(锈皮、泥沙、油污等);要检查配套是否合适,并进行试套,如果发现钢筋有弯折、马蹄形(个别违规用钢筋切断机切断的才会出现这样的端面)或纵肋尺寸过大的,应予以矫正或用手抻砂轮修磨。
6)将钢筋插入套筒内,要使深入的长度符合预定要求,即钢筋端头离套筒长度中点不宜超过10mm(在钢筋上画记号,以与套筒端面齐平);对正压模位置,并使压模运动方向与钢筋两纵肋所在的平面相垂直,以保证最大压接面能处在钢筋的横肋上。
7)可采用两种压接顺序:一种是在施工现场的作业工位上,通过套筒一次性地将两根钢筋压接(宜从套筒中央开始,并依次向两端挤压);别一种是预先将套筒与1根钢筋压接,然后安装在作业工位上,插入待接钢筋后再挤压另一端套筒。
8)操作过程中应特别注意施工安全,应遵守高处作业安全规程以及各种设备的使用规程,尤其要对高压油液的有关系统给予充分关照(例如高压油泵的安全阀调整、防止输油管在负重或充压条件下拖拉以及被尖利物品刻划、各处接点的紧密可靠性等)。
9)要求压接操作和所完成的钢筋接头没有缺陷,如果在施工过程中发生异常现象或接头有缺陷,就应及进处理防治。发生异常现象和缺陷除了与操作因素有直接关系之处,还与所用设备有关,防治措施可参看表5-6。
压接时发生异常和缺陷的防治措施 表5-6
|
异常现象和缺陷 |
防治措施 |
|
挤压机无挤压力 |
1、高压油管连接位置不正确,应纠正 2、油泵故障,应检查排除 |
|
压痕分布不均匀 |
压接时就将压与套筒上画的分格标志对正 |
|
接头弯折 |
1、压接时摆正钢筋 2、切除或矫直钢筋有弯的端头 |
|
压接程度不够 |
1、检查油泵和管线是不是有漏油而导致泵压不足 2、检查套筒材质是不是符合要求 |
|
钢筋伸入套筒内长度不够 |
在钢筋上准确地画记号,并与套筒端面对齐 |
|
压痕深度明显不均 |
1、检查套筒材质是不是符合要求 2、检查钢筋在套筒内是不是有压空现象(钢筋伸入长度不够) |
(6)接头的施工现场检验与验收
按一般机械连接接头的检验项目规定进行单向拉伸试验;补充外观质量检查要求如下:
1)外形尺寸;挤压后套筒长度应为原套筒长度的1.10~1.15倍,或压痕处套筒的外径波动范围为原套筒外径的0.8~0.9倍,
2)挤压接头的压痕道数应符合检验接头技术提供单位所确定的道数。
3)接头处弯折不得大于4°
4)挤压后的套筒不得有肉眼可见的裂缝。
5)每一验收批中应任意抽取10%和挤压接头作外观质量检查,如外观质量不合格数少于抽栓数的10%,则该批挤压接外观质量评为合格。当不合格数超过抽捡数的10%时,应对该批挤压接逐个进行复检,对外观质量不合格的接头采取补教措施;不能补救的接头应作标记,在外观质量不合格的接头中抽取6个试件作抗拉强度试验,若有1个试件的抗拉强度值低于规定值,则该批外观质量不合格的接头廉洁奉公地同设计单位商定处理,并记录存档。
2、轴向挤压
钢筋轴向挤压连接是采用另一种压模形式对套筒进行挤压的,它的工作示意图5-12,两根被对接的钢筋插入套筒,然后沿它们的轴线方向进行挤压,使套筒咬合到带肋钢筋的肋间,结合成一体。
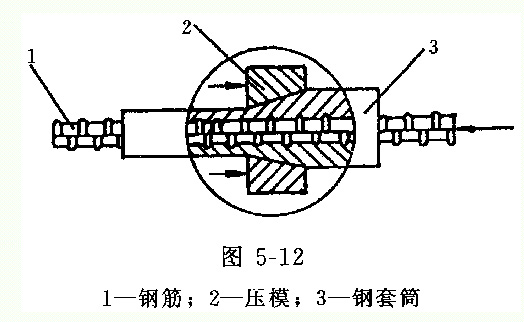
实现轴挤压连接所用的挤压机也是一种液压机构,而对压模的材质(硬度指标)有较严格的要求,因此它的应用没有径向挤压连接来得普遍。
选自《钢筋工手册》第二版。