ZX7-160型逆变直流电焊机
技术使用说明书
一、整机照片:

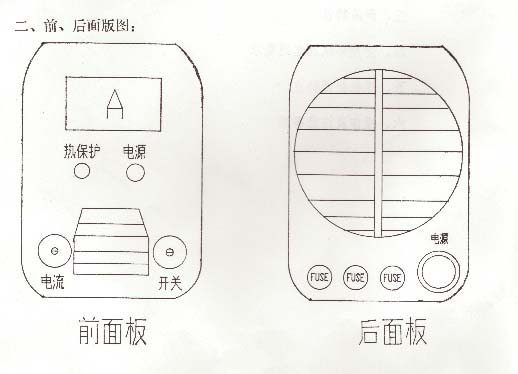
二、前、后面板图:
三、产品特性:
本系列产品采用直法变换技术,该项技术基于传统的PWM(脉宽调制)和电流控制模式变换技术, 并借鉴了近几十年来在国际上飞速发展的谐振,准谐振技术。该项技术有我所科研人员开发,并已获得多项专利。
本系列产品以功率场效应管(MOSFET)或绝缘栅双极晶体管(IGBT)为开关器件,组成电流型DC-DC变换微系统模块,以积木的方式构成不同容量不同外特性的整机,因此产品具有很高的可靠性和稳定性。
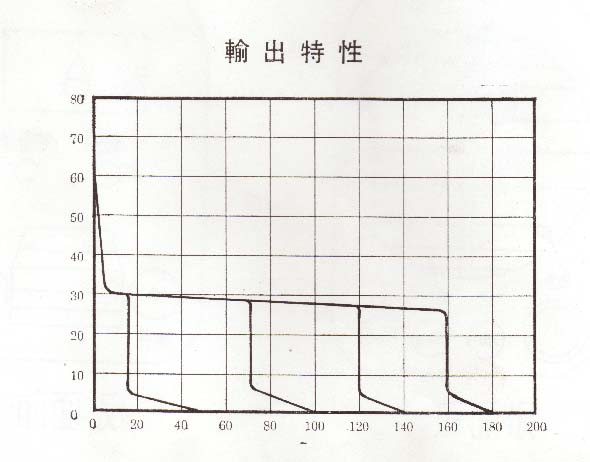
产品具有可靠的保护功能,恒流特性保证了良好的工艺性能,体积小,重量轻、飞溅小、具有较高的功率因数和工作效率,动静态输出特性与焊接工艺专家共同精心设计,其特点为适度的空载电压,近于恒流的工作段和与工作电流成反比的短路外拖特性,这一特性使该机具有优异的工艺性能,引弧容易,维弧性好,电流调节范围宽,可以在20A/160V电流下给出稳定燃烧的电弧,适应了薄板、中厚板等常用焊接工艺的要求。
|
焊机指标 |
|||||
|
1 |
电源电压、相数 |
380V、三相 |
9 |
空载电压 |
85V |
|
2 |
电源频率 |
50HZ |
10 |
全功率因数 |
0.8 |
|
3 |
额定输入容量 |
5KVA |
11 |
效率 |
80% |
|
4 |
额定输入电流(MAX) |
10A |
12 |
熔断器容量 |
15A |
|
5 |
额定焊接电流 |
160A |
13 |
输入电缆 |
3×1.5mm2 |
|
6 |
负载持续率 |
60% |
14 |
输出电缆 |
25mm2 |
|
7 |
焊接输出电流 |
20-160A |
15 |
重量 |
8kg |
|
8 |
焊接输出电压 |
21-27V |
16 |
外形尺寸 |
见外形图 |
四、环境及电网要求:
本机为便携式,所以用户要特别注意!!尽量将机器放在温度低干燥,尘土少的地方,尽量避免焊机倒置及平躺使用,其周围温度在-10℃-40℃范围之内,避免阳光直射和雨淋。电网电压要求交流380V±10%。
五、焊机使用特点:
1、噪声情况:在空载与负载条件下,无可感觉的噪声。
2、引弧、维弧及飞溅情况:
引弧容易,电弧可靠稳定,电弧拉长仍稳定,飞溅微小,优于短路电焊机。
3、电流调节范围:
焊条在20A-160A范围内可电弧稳定工作。
4、电流规范:
|
电流(A) |
焊 条 型 号 |
工 作 情 况 |
焊 缝 形 成 情 况 |
|
65-85 |
J422 ¢2.5 |
电弧稳定,飞溅少 |
良好美观 |
|
90-130 |
J422 ¢3.2 |
电弧稳定,飞溅少 |
良好美观 |
|
155-165 |
J422 ¢4.0 |
因电流偏小,可施焊 |
一般 |
|
60-90 |
J507 ¢2.5 |
电弧稳定,飞溅少 |
良好美观 |
|
90-125 |
J507 ¢3.2 |
电弧稳定,飞溅少 |
良好美观 |
|
150-160 |
J507 ¢4.0 |
电流因偏小,可施焊 |
一般但优于J422¢4.0的焊缝成型 |
5、动态特性(手感)
焊接过程,因操作的变化,弧长的变化、短时或瞬间短路,电弧均稳定:飞溅无明显变化,焊工感觉舒适。
6、冷热态电流变化情况:
试焊连续工作近2小时,在给定数处值确定后,电流无可见变化,冷热态电流变化率2%。
另外,在有TIG.HF工作环境中,不受干扰。
六、操作及注意事项:
接通电源,打开前面板开关,绿灯亮,同时风机运转,此时机器正常。调节电流调节旋钮即可工作,否则为缺相,请断电检查机器后面板上的保险及电源。
作业中如机器自动停止工作,请看前面板指示灯(红)是否亮,确认后请等待,不必断电,5-10分钟之内红灯自动熄灭可重新开始工作。如红灯频繁发亮,要停止使用,联系专业人员检修。
非专业人员不得随便开机检修,否则容易引起电击伤事故。
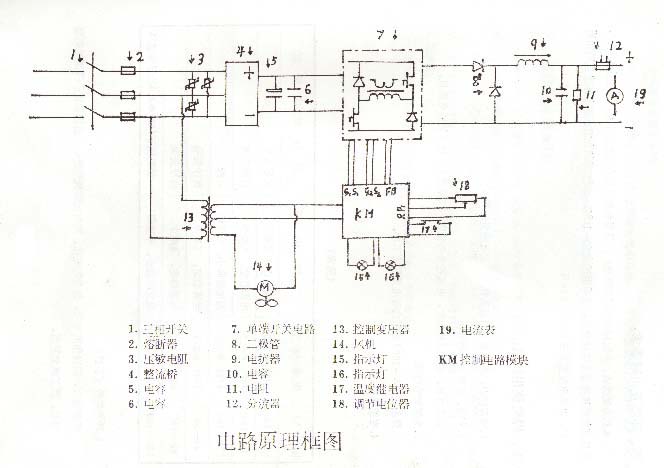
七、电气原理方框图: