ZX5-250、400、630系列晶闸管整流弧焊机
使用说明书
![]()
一、概述:
我厂开发研制的ZX5系列晶闸管弧焊整流器包括ZX5-250、ZX5-400、ZX5-630、ZX5-1000共四种机型。该系列弧焊整流器系国家推广的第八批节能产品,是取代已淘汰的AX系列旋转直流弧焊机的理想产品。适用于所有牌号焊条的手工焊接,特别适用于碱性低氢型焊条焊接重要的低碳钢、中碳钢以及普通低合金结构钢构件。该系列弧焊整流器动特性良好,电弧稳定,飞溅小,焊缝成型好,电网波动补偿能力强,冷热态焊接电流稳定,有利于进行全位置焊接。其操作方便,可远距离调节焊接电流。并且还具有推力电流,引弧电流的调节功能。
该系列整流器中的ZX5-400、ZX5-630、ZX5-1000还可用于碳弧气刨。
二、主要技术参数:(表一)
|
项 目 |
ZX5-250 |
ZX5-400 |
ZX5-630 |
|
电源电压 |
380V 50HZ |
380V 50HZ |
380V 50HZ |
|
电源相数 |
3 |
3 |
3 |
|
电源电压允许波动范围 |
380V±10% |
380V±10% |
380V±10% |
|
额定输入容量 |
16KVA |
25KVA |
46KVA |
|
空载电压 |
60V |
60V |
72V |
|
焊接电压 |
21-30V |
21-36VV |
22-44 |
|
焊接电流 |
40-250A |
40-400A |
60-630A |
|
额定负载持续率 |
60% |
60% |
60% |
|
冷却方式 |
强迫风冷 |
强迫风冷 |
强迫风冷 |
|
重 量 |
175kg |
200kg |
230kg |
|
外型尺寸H×W×Dcm |
73×58×86 |
73×58×86 |
77×66×90 |
三、结构及工作原理:
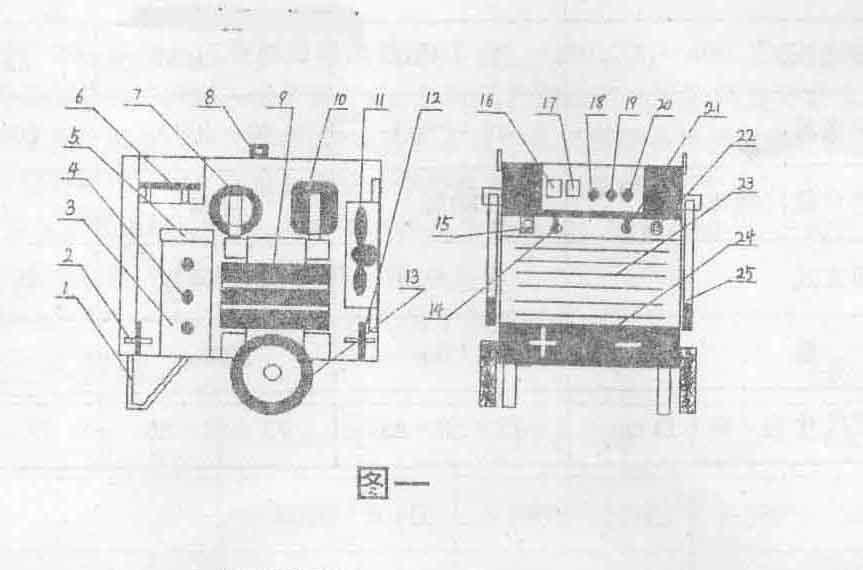
1、支脚 2、输出接线端
3、散热器 4、可控硅元件
5、阻容保护板 6、控制电路板
7、滤波电抗器 8、吊 环
9、主变压器 10、平衡电抗器
11、冷却风机 12、输入接线端
13、滚 轮 14、远近控选择开关
15、远控盒插座 16、电流表
17、电压表 18、焊接电流调节旋钮
19、引弧电流调节旋钮 20、推力电流调节旋钮
21、电源开关 22、电源指示灯
23、前百叶板 24、输出盖板
25、推 把
注:焊机附远控盒一只,将远控盒插头插入机器的远控盒插座内即可远距离调节焊接电流。
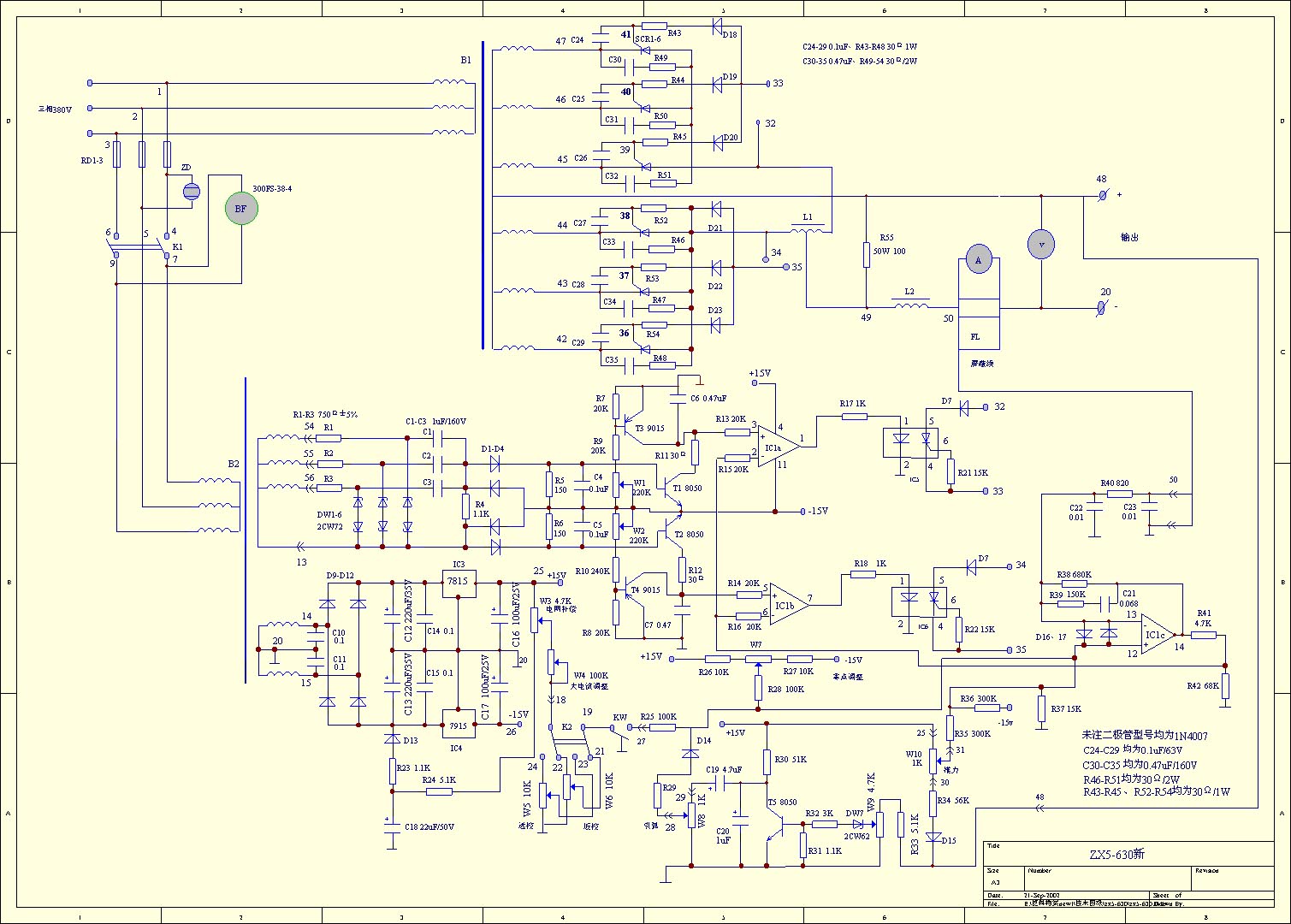
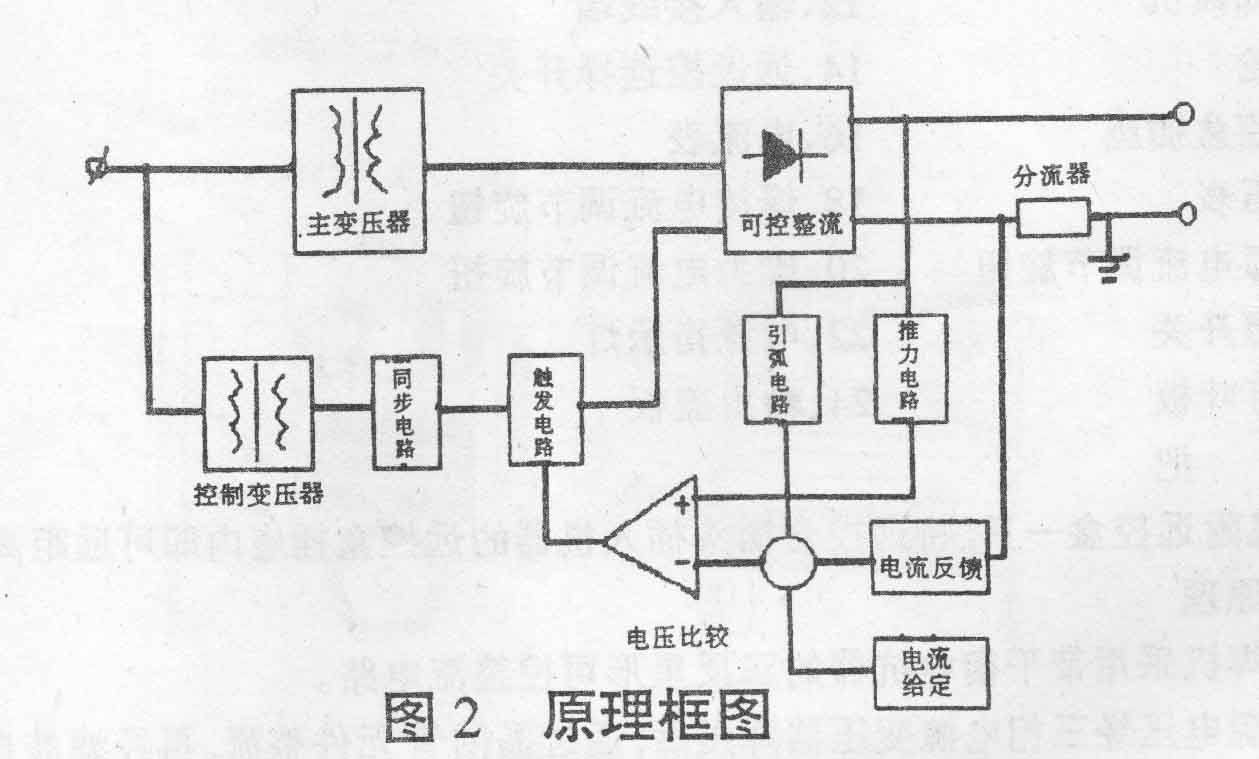
2、工作原理
该系列焊机采用带平衡的双反星性可控整流电路。
输入电源电压经三相电源变压器降压后,通过晶闸管元件整流,再经滤波电感滤波后输出,利用改变晶闸管的导通角来控制输出直流电流的大小,从直流输出分流器上取出电流负反馈信号,与给定信号相比较,随着输出电流的增加,负反馈亦增加,晶闸管导通角减小,输出直流电压下降,从而获得了下降的外特性。
推力电流是当输入端电压低于15伏时,使输出电流增加,特别是短路时,形成外拖的外特性,使焊条不易粘住。
引弧电流是每次起弧时短时间增加给定电压,使引弧电流较大,易于起弧。
四、安装和使用:
1、使用环境条件
(1)海拔不超过1000米
(2)环境温度-10℃-40℃
(3)相对湿度不超过90%(25℃)
(4)使用场所应无严重影响产品使用的气体、蒸气、化学性沉积、霉菌及其它爆炸性、腐蚀性介质。
(5)使用场所无剧烈震动和颠簸。
2、供电电源:(表二)
|
项 目 |
单 位 |
ZX5-250 |
ZX5-400 |
ZX5-630 |
|
电 压 |
V |
380V |
380V |
380V |
|
相 数 |
相 |
3 |
3 |
3 |
|
容 量 |
KVA |
≥20 |
≥30 |
≥50 |
|
空气开关脱扣值 |
A |
≥40 |
≥60 |
≥100 |
|
输入电源 电缆截面积 |
mm2 |
6≥ |
≥10 |
≥16 |
从整机后面板引出一根三芯电缆,作连接三相380V电源用,在实际操作是应将连接部位作好绝缘处理,整机后面板下部有一接地螺钉,焊接操作前应通过此螺钉使整机外壳可靠接地。
3、安装位置
(1)焊机和墙壁之间的距离应大于20cm。
(2)焊机不得安装在太阳光直接照射的位置,
4、焊接电源、焊钳、地线及远控盒的连接
(1)连接焊钳电缆至电源“+”输出端。
(2)地线一端连接至电源“-”输出端。
(3)连接远控电缆及远控盒到焊接电源遥控盒插座,并旋紧到位。
(4)(1)、(2)操作应牢固,以免由于松动在焊接时引起电源输出端或电缆损坏。
5、焊接操作
(1)规范预置(可参考表三)
选好焊接电流,并按需要调节一定的推力电流和引弧电流。
(2)远控、近控选择
选择遥控,将选择开关置于“远控”位置,此时调节远控盒上的电位器即可调节焊接电流的大小。
(3)选择近控:将选择开关置于“近控”位置,此时调节电源前面板上的焊接电流旋钮,即可调节焊接电流的大小。
(4)闭合电源开关,电源指示灯亮,冷却风机转动,此时观察空载电压是否正常,若正常即可进行焊接,若不正常说明机器发生故障,应先排除故障之后才可进行焊接。
(5)推力电流与引弧电流的使用说明
a、推力电流是当使用偏低规范焊接,如焊缝根部焊到全位置焊接时,可适当调节推力电流,增加短路电流值,使焊条不易粘住,一般正常焊接时,焊条不易粘住,可不加推力电流,另外特别需要注意,焊接时如需要加入推力电流亦要适当,过大的推力电流会使飞溅明显增加。
b、引弧电流是在引弧时叠加一个电流,使起弧时电流较大,因而起弧较容易,调节此引弧电流值,亦即调节起弧附加热量,有利于焊缝接头的溶透。
五、焊接参数规范:(表三)
|
工作厚度(mm) |
2-4 |
4-12 |
8-20 |
20 |
||||
|
焊条直径(mm) |
2 |
2.5 |
3.2 |
4.0 |
5.0 |
6.0 |
7.0 |
8.0 |
|
焊接电流(A) |
40-70 |
70-90 |
90-130 |
160-210 |
220-270 |
260-310 |
300-350 |
350-400 |
|
焊接电压(V) |
21-23 |
23-24 |
24-26 |
26-29 |
30-31 |
31-33 |
32-34 |
34-36 |
注:1、表中数据仅供参考
2、电流大于400A适于碳弧气刨操作
六、使用注意事项:
1、按操作程序正确操作,并注意电网电压与焊机铭牌电压相符,焊机要接好地线,接地线面截面积应不小于6mm2的铜导线。
2、检查空气开关脱扣整定值(或保险丝容量)是否合适。
3、焊机各接头要定期检查,不得有松动,否则易烧坏接头。
4、调节旋钮轻轻旋动即可,到两端限位处时,切勿使劲再旋,
5、在工作时,焊机必须按照相应的负载持续率使用。
6、本系列焊机外壳防护等级为IP21S,焊机不适宜在雨中使用。
7、本系列焊机严禁在无规定通风下进行焊接,起动焊机后,风扇不转或风力很小,首先应停机检查风机故障并修理,故障排除后方可使用。
8、控制箱内控制板出厂时已调整好,用户非特殊情况,切勿随意调整。
七、常见故障及排除方法:
1、焊接缺陷 :(表四)
|
焊 缝 缺 陷 |
产 生 的 原 因 |
|
气 孔 |
焊条潮湿,工件有锈、水和油污。 |
|
裂 纹 |
焊条潮湿,工件有过量的油锈和水,熔深过大,母材焊缝焊碳量过高,多层焊接处理不当,内应力过大。 |
|
咬 边 |
电弧太长,焊速过快,运条操作不当,焊接电流过大。 |
|
熔深不够 |
焊接电流太小,坡口不适当,角度过小,焊接速度过快。 |
|
夹 渣 |
前层焊缝的熔渣去除不干净,小电流低速度时熔敷量过大,坡口角度太小。 |
|
飞溅过大 |
焊条有锈或潮湿,工件清理不良 |
|
形状不规则 |
焊速过低,弧长太大。 |
2、常见故障及排除方法:(表五)
|
故障现象 |
产生原因 |
消除方法 |
|
1.箱壳漏电 |
1.电源线不慎碰箱壳。 2.变压器、电抗器、电源开关及其它电器元件或接线碰箱壳。 3.未接接地线或接触不良。 |
1.消除碰处。 2.检查、并消除碰箱壳处。 |
|
2.接触器不动作,焊机不能工作。 |
1.电源缺相。 2.电源开关接触不良。 3.接触器损坏。 |
1.检查电源。 2.更换开关。 3.更换接触器。 |
|
3.空载电压太低 |
1.电源电压过低。 2.变压器次级线圈匝间短路 3.可控硅整流器SCR1-6其中一个或几个不触发 4.输入电压一相开路。 |
1.调整电压至额定值。 2.消除短路处。 3.检查控制箱内触发线路部分及引线并修复之。 4.检查并修复。 |
|
4.焊接电流调节失灵 |
1.控制线开路或短线。 2.近、远控制选择与电位器不相对应。 3.可控硅整流器SCR1-6不触发。 4.控制盒插座20、24号无输出电压。 5.同步线路有故障。 |
1.检查并修复之。 2.使其对应。 3.检查并修复。 4.检查控制箱给定电压部分及引出线。 5.检查并修复 |
|
5.焊接时焊接电弧不稳定性能明显变差 |
1.线路中某处接触不良。 2.滤波电抗器匝间短路。 3.分流器到控制箱的引线断开。 |
1.使接触良好。 2.消除短路。 3.应重新接好。 |
|
6.风扇不转或风力很小 |
1.保险管RD1-3熔断。 2.风扇电动机绕组断线。 3.风扇电动机起动电容接触不良或损坏。 |
1.更换保险丝。 2.修复电动机。 3.使接触良好或更换电容器 |
|
7.噪声变大 |
1.风扇风叶碰风圈。 2.风扇轴承松动或损坏。 3.风扇风叶。 4.固定箱壳或内部的某紧固件松动。 |
1.整理风扇支架,使其不碰。 2.修理或更换。 3.拧紧风叶。 4.拧紧紧固件。 |
|
8.焊机内有异味或主电源保险丝熔断 |
1.主线路部分或全部短路。 2.可控硅整流器击穿短路。 3.风扇不转或风力小。 |
1.修复线路。 2.检查保护电阻电容,接触是否良好、更换同型号同规格元件。 3.修理风扇。 |
|
9.焊机无输出电源 |
1.保险丝RD1-3熔断。 2.风扇不转或长期超载使焊机内温升太高,从而使温度继电器KW动作。 3.温度继电器烧坏。 |
1.更换保险管。 2.修复风扇或控制焊机不要超负荷运行。 3.更换温度继电器。 |
|
10.焊条容易粘工件 |
1.焊接电流太小。 2.短路电流太小。 |
1.适当调大焊接电流。 2.适当调大推力电流。 |
附图:电气原理图