UN系列对焊机
本系列对焊机是一种专门焊接黑色金属丝及有色金属丝的专用设备。它设计合理、质量可靠、不用任何焊剂可方便焊接。操作方便,工作地点灵活,焊工容易掌握。顶断力、钳口距离、电流大小可根据需要方便调整。焊件夹紧于电极上, 可自动送料焊接和手动送料焊接。 本机最大特点:①价格低廉;②故障率低;③成型好、效率高。UN系列对焊机是拔丝、制钉、电缆、电线、钢丝绳、建筑、予制品、橡胶厂家的得力助手,是有色金属丝、棒、排及某些合金材料接触对焊的理想高效节能设备。
UN-1-5-7-7 -2 型对焊机
(一)技术数据
|
技术项目 |
单位 |
焊机型号 |
钢丝焊机 UN―7―2 |
|||
|
UN-1 |
UN―5 |
UN―7 |
||||
|
原线圈电压 |
V(伏) |
本机可直接使用交流220或380电源 |
||||
|
额定容量 |
KVA(千伏安) |
1 |
5 |
7 |
7 |
|
|
额定原线圈电流 |
A(安) |
2.6 |
13 |
18.4 |
18.4 |
|
|
焊件 直径 |
高、低碳 |
mm(毫米) |
0.6―3 |
2―8 |
2―8 |
2―8 |
|
铜 |
0.6―2 |
2―3.5 |
2―4 |
1.5―3 |
||
|
铝 |
0.6―2.5 |
2―4 |
2―5 |
2―4 |
||
|
负载持续率 |
%(百分数) |
10 |
||||
|
调节级数 |
级 |
8 |
||||
|
额定调节级数 |
7 |
|||||
|
副线圈电压调节范围 |
V(伏) |
2.11―1.06 |
4.0―2.0 |
4.22―2.11 |
4.38―2.11 |
|
|
钳口距离 |
mm(毫米) |
18 |
》30 |
|||
|
传动及顶锻方式 |
弹簧加压 |
|||||
|
焊机重量 |
KG(公斤) |
16 |
65 |
70 |
48 |
|
|
外形尺寸 |
长 |
mm(毫米) |
265 |
565 |
||
|
宽 |
130 |
470 |
||||
|
高 |
320 |
1125 |
||||
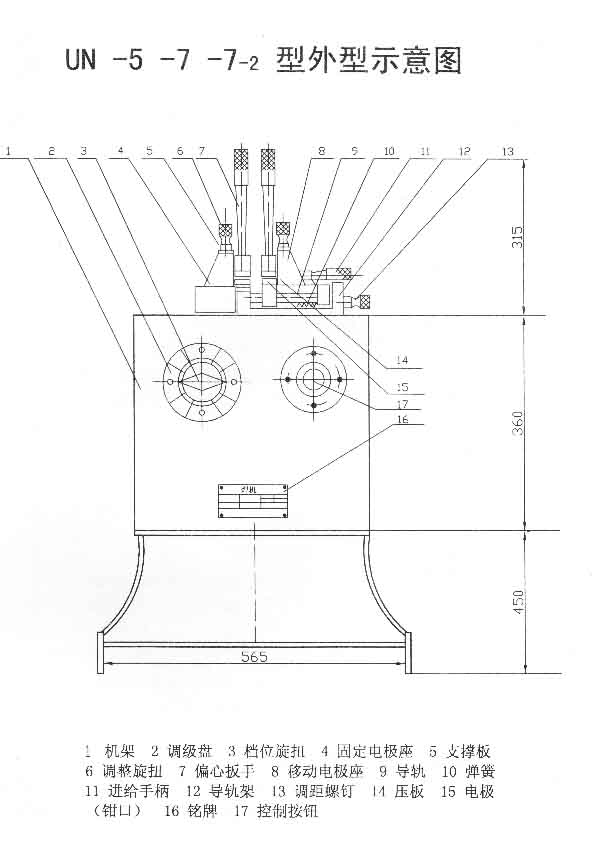
(二)结构概述
本系列对焊机结构主要由变压器、固定电极座、移动电极座(即钳口)、焊接送料机构(加压机构)及控制系统等组成。
焊接机构部分包括固定电极和移动电极两部分, 移动电极在两个导轴上,依靠操纵手柄的旋转而左右移动。
钳口利用偏心扳手加压,使焊件夹紧于电极上,压力的大小可以旋转大手柄得到适当的调节。
移动电极可完成焊接时所需要的熔化及挤压过程。主要包括进给手柄、调距螺钉、顶簧螺丝和弹簧等。
旋转进给手柄可使移动电极在两极限位置中获得15毫米以上的工作行程,旋转调距螺钉可以改变两电极间的距离,调整顶簧螺丝可获得适当的顶锻压力。
变压器为壳式,它由大按钮开关切断与接通电源,焊接时按焊件大小调整分头开关的档位来得到副线圈所需要的空载电压,左右电极分别通过多层铜皮软联与焊接变压器副线圈联接。
(三)使用方法
焊接前按焊件之形状调整钳口距离,焊件夹紧于电极之上,并使两焊件中心线对正,调整钳口距离(一般焊件截面大伸出长度大,反之就小),焊接时将焊件端面加工,以保证良好接触,选好适当的电流档位,转动进给手柄使钳口得到最大距离,然后将焊件夹紧于电极上,再将进给手柄放回原处,按下开关,电源接通,低压大电流就从焊件通过,使焊件瞬时熔化,在弹簧的作用下能自动送料加压,当焊件因塑性变形而缩短,达到规定的顶锻留量时,松开按扭,此时焊接完成。
产品外型:



UN-10-16-25 型对焊机
(一)技术数据
|
技术项目 |
单位 |
焊机型号 |
|||
|
UN―10 |
UN―16 |
UN―25 |
|||
|
原线圈电压 |
V(伏) |
交流380或220 |
|||
|
额定容量 |
KVA(千伏安) |
10 |
16 |
25 |
|
|
额定原线圈电流 |
A(安) |
26.3 |
42 |
66 |
|
|
调节级数 |
级 |
8 |
|||
|
额定调节级数 |
7 |
||||
|
副线圈空载电压 |
V(伏) |
3.0―5.0 |
3.6―6.2 |
4.8―8.0 |
|
|
暂载率 |
%(百分比) |
10 |
|||
|
焊件直径 |
高、低碳 |
mm(毫米) |
4―10 |
4―12 |
焊接碳钢8―18降低负载持续率最大20 |
|
铜 |
4―7 |
4―7.5 |
|||
|
铝 |
5―7.5 |
5―8 |
|||
|
送料行程 |
》25 |
||||
|
钳口最大距离 |
》45 |
||||
|
外形尺寸 |
长 |
530 |
605 |
||
|
宽 |
480 |
510 |
|||
|
高 |
1070 |
1115 |
|||
|
焊机重量 |
KG(公斤) |
115 |
140 |
195 |
|
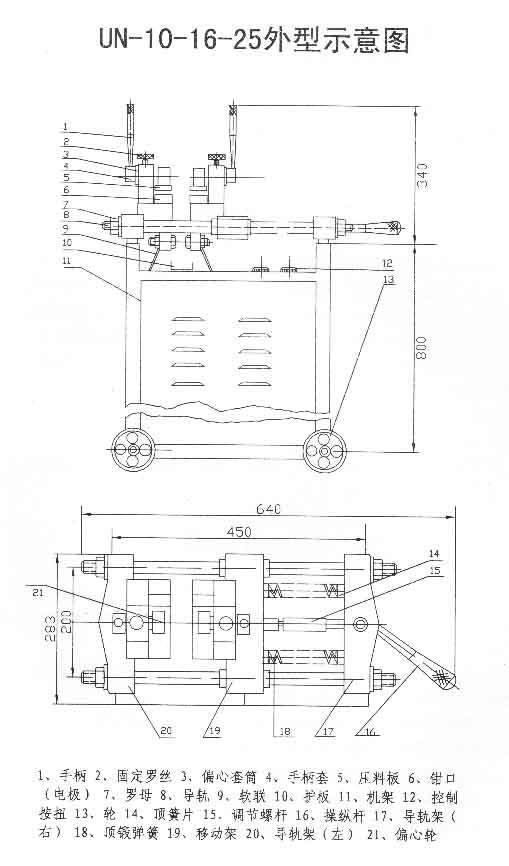
(二)结构概述
本系列对焊机结构主要由焊接变压器、固定电极、移动电极(即钳口),焊接送料机构(加压机构)及控制系统等组成。
移动电极可完成焊接时所需的熔化及挤压过程。主要包括操纵杆、调距螺杆、弹簧、钳口(电极)。可利用手动偏心轮加压,使焊件夹紧于电极上,压力大小可调节偏心套筒。将操纵杆在两极限位置中移动时,可获得25毫米的工作行程。
焊接变压器为壳式变压器,它由按钮开关控制交流接触器,由交流接触器切断与接通电源。焊接时按焊件大小选择调节级数, 以取得所需的付线圈电压。
(三)使用方法
焊接前按焊件之形状调整钳口,并使两钳口中心线对正。如焊件带锈,应先除净,防止接触不良,随后按焊接工艺之要求调整钳口距离,当焊件对正压紧后,应将顶杆脱落,则弹簧自动送料加压,按下开关接触器吸合电源接通,低压大电流从焊件通过,使焊件瞬时熔化,在弹簧的作用下,自动送料加压。当焊件因塑性变形而缩短,达到规定的顶锻留量时,松开按扭,则接触器释放,立即切断电源,焊接过程结束。
当使用弹簧自动送料焊接时,可根据焊件的大小调整弹簧的顶锻力,在试焊时为防止焊接能量过大,需从小到大逐渐增加调节级数。
为了减少接头处金属的氧化、夹渣,顶锻力要适当,顶锻速度要尽可能快,通常应达到 4-5 毫米 / 秒。
产品外型:


焊机安装与维护
焊机必须妥善接地后方可使用,以保障人身安全。焊机使用前要用500V兆欧表测试线圈高压侧对地之间绝缘电阻不低于2.5兆欧方可通电;检修时要切断电源,方可开箱检查。
焊机引线不宜过细过长,焊接时的电压降不得大于初始电压的5%,初始电压不能偏离电源电压的± 10% 。
焊机操作时应戴手套、围裙和防护眼镜,以免火星飞出烫伤。滑动部分应经常保持良好润滑,使用完后清除金属溅沫。
新焊机使用24小时后应将各部件螺丝紧固一次。尤其要注意次级回路中的铜软联和电极之间的联接螺丝一定要紧固好,以保证接触良好,用完后要清除焊接机构上面的金属溅沫。
焊机使用时如发现交流接触器吸合不实,说明电源电压过低,应该首先解决电源供电问题后才能正常使用焊接设备。
接通电源后机器内部稍有50赫兹的变压器嗡嗡响声说明此机器工作正常。长时间使用后如果发现焊接能量减小焊接时间明显增长时,需清除次级回路中的氧化物后重新紧固好螺丝即可正常工作。
故障现象与排除
1 、按下按钮开关焊机不工作:
a 检查电源电压是否正常;检查控制系统是否正常。
b 检查按钮触点、交流接触器触点是否接触良好或者烧损。
c 检查主变压器线圈是否断路。
d 检查分头换挡开关触点是否接触良好。
2 、焊接不正常,出现不应有的飞溅:
a 检查钳口是否光洁或者氧化严重。
b 检查偏心扳手能否压紧工件。
c 检查焊接接触面是否太小。
d 检查电流调节开关是否档位偏大。
3 、焊件接头处打火后不焊接:
a 检查钳口距离是否调整太大。
b 检查顶锻弹簧能否使两工件充分接触。
c 检查焊接工件接触面是否太小,使工件爆火后形成端面氧化而不导电。
4 、焊接时交流接触器响声异常:
a 检查交流接触器进线电压焊接时是否低于自身释放电压300伏。
b 检查电源引线是否过细过长,造成线路压降太大。
c 检查网路电压是否太低,不能正常工作。
d 检查主变压器是否有短路造成电流太大。
5 、焊机不能正常自动送料焊接:
a 检查移动电极座和倒轴是否配合间隙太小或油污太多。
b 检查上述部件是否润滑不良。
c 检查顶锻弹簧顶锻力是否调整合适。
d 检查钳口距离是否适当。
e 检查顶杆和进给手柄是否复位。
6 、焊接头硫化或夹渣:
a 检查焊接能量是否过大,使工件过渡熔化。
b 检查焊接能量是否过小,使工件熔化量过小。
c 检查顶锻速度是否快慢适当。
7 、 UN-1、-5、-7设置不到合适档位:
a 焊接小工件如380伏电源最小档位电流仍然偏大时,焊机电源可改接 220 伏电源使用,或者选择更小功率的焊接设备。
b 焊接大工件如220伏电源最大档位电流仍然偏小时,焊机电源则必须改接380伏电源使用,或者选择更大功率的焊接设备。
8 、焊接工件不能压紧:
a 检查钳口、压料板、压紧手柄偏心轮是否磨损太大不能使用。
b 检查偏心套筒的调节位置是否合适。
c 检查偏心套筒的固定螺丝是否紧固好。
9 、焊机出现过热现象:
a 检查固定电极座绝缘是否不良,从而造成局部短路而发热。
b 检查铜软联和电极、电极座和钳口接触面是否严重氧化造成接触电阻增大发热严重。
c 检查焊接截面、负载持续率是否超标,造成焊机过载发热。
根据检查出来的故障部位进行修理、换件、调整。本焊机易损件有钳口、压料板、压紧手柄,用户可以向我公司联系购买。
产品保修说明
1 、新购买焊机半月内如出现主件质量问题,可以更换新的焊机或更换主件。
2 、公司长期提供技术服务,供应维修配件。焊机主机部分保修一年,长期提供维修服务。一般情况下用户通知厂方后,根据路程远近三至七天内服务到位。
3 、由于用户原因而造成焊机损坏不在保修范围内;易损件、消耗件不在保修范围内。但是公司可以协助维修(易损件消耗件包括:钳口、操纵手柄、压紧手柄;中间继电器、交流接触器、调节开关、指示灯、按钮)。
产品配套
1 、使用说明书 1 份
2 、产品合格证 1 份
3 、用户意见征求书 1 份
4 、装箱单 1 份