WSE交直流氩弧焊机使用说明书
![]()
一.焊机特点
WSE系列交直流氩弧焊机是一种采用硅二极管、高漏抗平衡摆动电抗器―磁饱和放大器控制的交直流两用氩弧焊机。它与其他氩弧焊机相比,其调节性能稳定、操作方便、电路简单,且能在恶劣的工作环境中工作。尤其在电网波动大、电网污染严重的工业环境下也能可靠工作。其主要特点:在交流输出时可获得交流矩形波电流,焊接电流波形为迅速过零的类似方波,以利于焊接电流稳定和电弧稳定。因而在铝及铝合金焊接时减小钨极烧损及控制母材清洗程度。有较宽的雾化区,从而减少了焊缝气孔,提高焊接质量。焊机除用于交流矩形波氩弧焊外,还可用于直流氩弧焊及手工电弧焊。是一种一机多用性能稳定的焊接设备。
二.用途
WSE系列焊机最适用于铝、铝合金、镁、钛、铜及其合金、各种不锈钢、高低合金钢的焊接。焊机适用于不锈钢装修业、器皿制造业、家电行业、压力容器行业、石油、化工、机械、造船、轻工食品等行业的氩弧焊及手弧焊行业。
三.技术参数
|
|
WSE―200 |
WSE―250 |
WSE―300 |
WSE―350 |
|
额定输入电压(V) |
380 |
380 |
380 |
380 |
|
电压相数 |
单相 |
单相 |
单相 |
单相 |
|
额定频率(HZ) |
50/60 |
50/60 |
50/60 |
50/60 |
|
额定容量(KVA) |
11 |
13 |
14 |
16 |
|
额定电流(A) |
200 |
250 |
300 |
350 |
|
空载电压(V) |
80 |
80 |
80 |
80 |
|
工作电压(V) |
18 |
20 |
22 |
24 |
|
脉冲峰值电流(A) |
10―200 |
10―250 |
10―300 |
10―350 |
|
脉冲基值电流(A) |
10―200 |
10―250 |
10―300 |
10―350 |
|
脉冲频率(HZ) |
0.5―1.5 |
0.5―1.5 |
0.5―1.5 |
0.5―1.5 |
|
脉冲宽度(%) |
20―80 |
20―80 |
20―80 |
20―80 |
|
负载持续率(%) |
60 |
60 |
50 |
50 |
|
电流上升时间(S) |
0―5 |
0―5 |
0―5 |
0―5 |
|
电流下降时间(S) |
0―5 |
0―5 |
0―5 |
0―5 |
|
延时气体(S) |
0―10 |
0―10 |
0―10 |
0―10 |
|
体积长 宽 高(CM) |
38*67*72 |
38*67*72 |
38*67*72 |
46*73*76 |
|
冷却方式 |
风冷/水冷 |
风冷/水冷 |
水冷 |
水冷 |
|
重量 (KG) |
110 |
120 |
135 |
140 |
**注意:负载持续率=焊接时间(4分钟)/总时间(10分钟)
例如:负载持续率为40%,焊接时间应为4分钟,不焊接时为6分钟。
四.操作使用
1.输入电源的连接
焊机输入电源采用380V。
注意:A.接线前要将配电箱的开关打在断的位置上,将接地电缆接在焊机背面底部的“接地”部位上。
B.焊机在供电电网电压为单相380V,电网电压波动应在+10%范围内。
2.氩弧焊接
1.)合上电源开关,电源指示灯亮。
2.)将功能开关拨到“氩弧焊”位置。
3.)按(图一)所示,把焊枪、工件接好。
4.)焊铝时,将转换开关打倒“交流氩弧焊”,再按工艺要求施焊。焊不锈钢时将转换开关打到“直流氩弧焊”,再按工艺施焊。
5.)打开氩气阀门,按工艺要求调至一定流量。
6.)按工艺参数调节电流旋钮至所需数值。
7.)将“气体延时”旋钮调至所需时间,焊接中便可以达到提前送气和滞后断气的要求。
3.氩弧焊接的工作程序
1.)检查焊机上的开关与旋钮是否拨到正确位置;
2.)移动焊炬,使之离工件2―3mm位置并按下焊炬开关;
3.)进行焊接过程;
4.)松开焊炬开关,焊接结束;
5.)关闭氩气阀们,关闭电源开关;
4.手工电弧焊(接线如图二)
1.)将选择开关拨到“普通焊”位置上。
2.)进行低碳钢焊接时,将输出(+)正极连接在金属母材上,将电焊钳连接在焊机(-)负极上。
3.)用不锈钢低氩焊条焊时,将(+)正极接电焊钳,将(-)负极连接金属母材。
五.保养维修
1.本机自出售日起、凭购买单据和保修卡实行保修一年。
2.保修期内,因焊机质量问题引起的故障,本厂负责修理,如使用不当或人为损坏,本厂实行有偿服务。
3.由于用户擅自拆修引起安全事故,本厂概不负责。
4.如您所用的焊机发生故障或咨询服务的,可与本厂销售部门或技术部门联系,本厂将为您提供详尽的服务。
5.焊机在使用一段时间后、都要清除积尘和除锈,进行定期保养。
六.常见故障及排除方法
|
故障 |
原因及现象 |
处理方法 |
|
无高频 不起弧
|
1.火花间隙积尘太多 2.整流管击穿或电容损坏 3.DC继电器接触不良 4.火花无间隙 5.高压变压器损坏 6.焊枪控制线断 |
1.消除积尘 2.更换损坏元件 3.调整或更换 4.调整 5.更换 6.接通 |
|
焊机不能工作
|
1.微动开关坏 2.控制线断 3.控制变压器坏 4.交流接触器触点烧坏 |
1.更换 2.接通 3.更换 4.更换 |
|
焊机指示灯亮 松开枪开关 不灭弧 |
1.微动开关坏 2.交流接触器坏 3.AC继电器坏 4.两个接线柱同时碰机壳 |
1.更换 2.更换 3.更换 4.修复 |
|
箱壳漏电现象
|
1.电源线接头不慎碰壳 2.变压器或电器元件接线碰机壳 3.未接地线或地线接触不良 |
1.消除碰处 2.检查消除碰壳处 3.接妥地线 |
|
有高频不起弧
|
1.枪内电源线不通 2.火花间隙太大 3.焊枪线气管漏气 4.枪线、地线接不牢固 |
1.接通焊枪电源线 2.调整 3.更换 4.紧固 |
|
漏气 |
1.电磁阀压力弹簧失灵 |
1.拉长弹簧或更换弹簧 |
|
主接触器跳动 |
1.AC24V继电器触电氧化,接触不良 |
1.用细砂纸打磨触点或更换 |
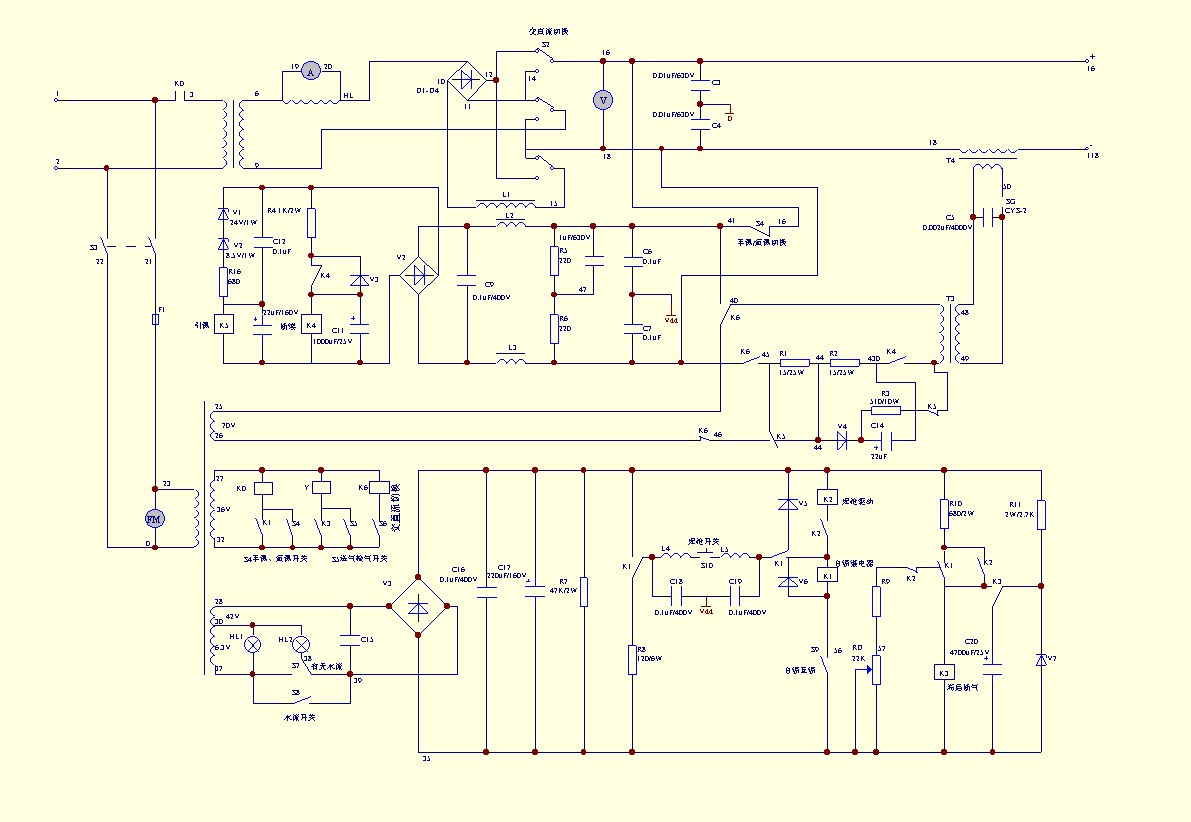
附图:电气原理图