直流手工氩弧焊机控制器
![]()
一.用途
NSA-300-1型手工钨极氩弧焊机主要用于不锈钢构件的焊接,可以采用无填充焊接,也可以采用添加剂填充焊接,焊机具有下列特点:
1.焊接电源具有垂直下降的外特性、焊接电流稳定;
2.具有电流自动衰减装置,保证焊缝收尾的质量,适应环缝焊接的需要;
3.具有长焊、短焊转换装置,以适应长焊缝、间断焊和短焊缝的需要;
4.焊接电流、衰减时间及气体滞后时间全部采用无级调节,使用方便;
5.采用硅整流电源,维护简便、噪音小、效率高;
6.体积小、重量轻、移动方便。
二.结构与特性
焊机由ZXG7-300型弧焊整流器,NSA-300-1型手工钨极氩弧焊控制器、QS-65/150、QS-65/300型焊接手把等组成。
焊接手把的本体系由玻璃钢制造而成,重量轻、操作方便,焊机备有多种不同形状的喷嘴,能适应各种构件的焊接。
焊接设有水冷、气冷转换装置。当采用水冷焊接时,水压继电器保证有冷却水畅通的情况下可靠地工作。
弧焊整流器具有接近恒电流的外特性,其控制回路设有稳压装置焊接电流稳定。
焊机各部均有高频防护装置。
焊机的外部线图见附图一。
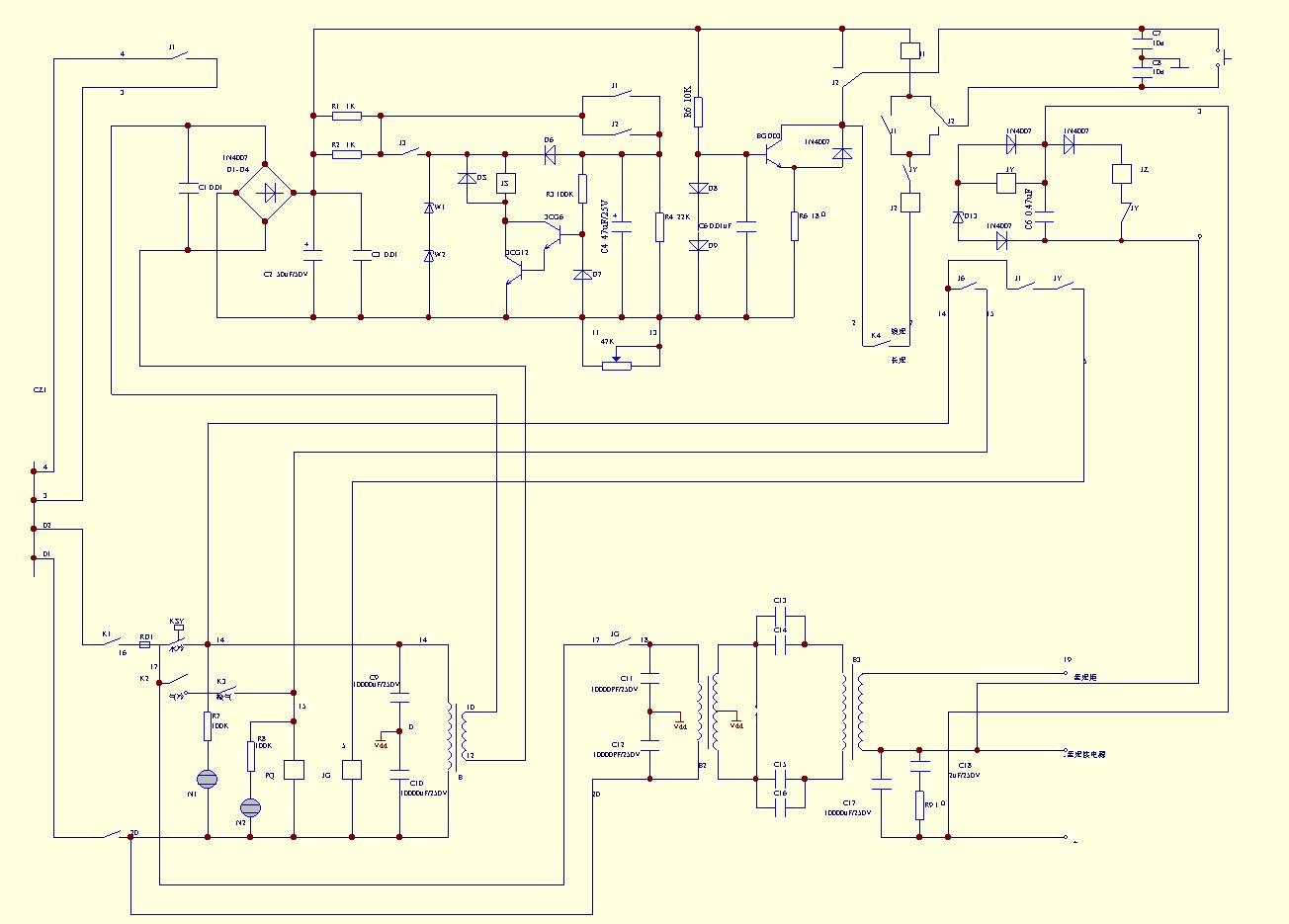
焊机的电气原理图见附图二。
弧焊整流器的使用说明见ZXG7-300型弧焊整流器使用说明书。
三.技术数据
|
项目 |
技术数据 |
|
电源电压 |
380V |
|
相数 |
3 |
|
频率 |
50赫兹 |
|
额定焊接电流 |
300安 |
|
焊接电流范围 |
20-300安 |
|
额定负载持续率 |
60% |
|
氩气流量 |
0-15升/分 |
|
冷却水流量 |
1升/分 |
|
最大电流衰减时间 |
5秒 |
|
钨极直径 |
Φ1-Φ5毫米 |
|
额定输入容量 |
23千伏安 |
四.工作原理
焊机由下列各部分组成:
2.NSA-300型手工钨极氩弧焊控制器;
3.QQ-65/75 型焊接手把;
4.QS-65/200 型焊接手把;
5.QS-65/300 型焊接手把;
6.连接电缆、水冷电缆及水管、气管。
各主要部分的结构、性能分述如下:
1.ZXG7-300型弧焊整流器;
整流器的控制回路连接到氩弧控制器,电源主回路的通断由焊接手把通过控制器控制。
控制器使用的110伏电源亦由整流器供给。整流器与氩弧焊控制器之间有专用的电缆连接。
焊接电流和电流衰减时间的调节设在整流器上。
2.NSA-300型手工钨极氩弧焊控制器:
氩弧焊控制器内装有电磁气阀,水流电器,高频引弧装置及辅助变压器、继电器等,水流继电器保证焊机在冷却水流量低于1升/分钟时不能起动。在控制器的面板上设有水流氩气通断的指示灯,气体滞后时间,调节旋钮、长焊与短焊转换开关、氩气检气开关、焊接手把控制线的端钮以及水管、出气管、在控制箱的后侧有水冷、气冷转换开关、控制电缆插座以及进水管、进气管。
3.焊接手把:QQ-65/75型手把为点焊手把,专供点焊用,冷却方式为气冷,最大焊接电流50安。QS-65/200型手把为通用手把,最大焊接电流为200安,水冷,QS-65/300型手把为通用手把,最大焊接电流为300安,水冷。当配用水冷喷嘴时,最大焊接电流可达400安,在小电流焊接时采用气冷。
焊接电缆的长度为5米。
焊接控制按钮在手把上,便于操作。
焊机使用时,按焊机的外部接线图将整流器、控制器、焊接手把和工作妥善连接,连接时,必须注意按接线图的规定可靠地接线。接通电源、水源、气源,将整流器中的电源开关扳到“通”位置,焊接转换开关扳到“氩弧焊”位置,需要电流衰减时,将电流衰减开关放在“有”位置;不需要电流衰减时,将电流衰减开关放在“无”位置。根据焊接规范的需要调节焊接电流旋钮,衰减时间调节旋钮和气体滞后时间调节旋钮到需要位置。根据焊缝的需要将长、短焊转换开关扳到相应位置,确定焊接手把的冷却方式、将水冷、气冷转换开关(F2)开到相应的位置,在水冷位置时,当冷却水流量超过1升/分钟时,水压继电器(KSY)动作,水流指示灯(N1)亮。焊机方能进入工作;在气冷位置时,该指示灯在设有冷却水时也发亮,说明焊机可进入工作。
按通检气开关(F3),电磁阀(DQ)开通,调节氩气流量到所需的数值,调节完毕后,断开检气开关。
焊机的动作过程如下:
当长、短焊转换开关(K4)放在“短焊”位置时,扳下手把按钮,接点1、6接通,继电器J1动作,接通继电器Js,同时接通硅焊整流的主回路,继电器JY既被焊接整流器的空载电压接通,使继电器Jg动作后,继电器Js动作后,电磁气阀通电,输出氩气,同时,氩气指示灯发亮,继电器Jg动作后,接通高频引弧器,使工件与电极击穿,建立电弧。电弧建立以后,JY即因电弧电压的降低而断开,切断继电器Jg,高频引弧器既停止工作,整流器的主回路仍然保持接通状态。断开手把上的按钮,继电器J1断开,整流器的输出电流逐步衰减,至一定时间后,电弧熄灭,此时,继电器JS由于电容器C4的放电而仍然接通,至气体滞后时间后,继电器JS断开,气阀关闭,氩气停止输出,焊机恢复到准备起动状态。
当长、短转换开关处于“长”位置时扳下手把按钮,继电器J1动作。同时,由于接点2、7被开关K4接通,继电器J2的线圈串联在J1一起,也被接通,松开手把按钮时,继电器J1和J2仍处在串联接通状态,焊机继续工作。第二次按下按钮时,通过继电器J2的触点将J1的线圈短路,而使继电器J1断开,焊机进入电流衰减状态。
氩气流量的调节可以通过检气开关(K3)单独开启电磁气阀来进行。
气体滞后时间的调节通过调节电位器W的电阻值,改变电容器C4的放电时间来达到。
焊机的各有关部位均设高频防护装置。
五.使用与维护
1.焊机允许在下列条件下工作:
(1)海拔不超过1000米;
(2)冷却空气温度不超过+40℃;
(3)空气相对湿度不超过85%。
2.焊机必须按本说明书的规格可靠地接地后方投入使用。
3.焊机在投入使用前,或经长期搁置重新使用前,应仔细检查有无损坏,检查焊机对机壳的绝缘电阻不得低于0.5兆欧,如果绝缘电阻低于上述数值,应进行必要的干燥处理。
4.每次使用前,必须检查气管、水管的联接,如有漏气、漏水情况,应予消除,检查接地装置是否可靠。
5.焊机存放时,必须注意下列原则:
(1)存放处应保持干燥,不得有雨水侵入的机会,周围介质湿度不高于+40℃,相对湿度不大于85%;
(2)通风良好,无有害工业气体,无腐蚀气体和介质;
(3)未涂漆的黑色金属零件表面应涂以防锈油脂。
6.在用户遵守保管使用规则的条件下,从安装使用日起12个月内。但不超过自制造厂发货日起的18个月内,产品因制造质量不良从而发生损坏或不能正常工作时,制造厂免费为用户更换(或修理)产品(或零件)。
六.安全和注意事项
1.焊机使用前必须按本说明书的规定可靠地接地。
2.在检查修理前,必须切断电源。在电源未切断前不允许卸下整流器和控制器的面板,以免触及焊机的导电部分。
3.工作完毕或临时离开工作场所时,必须切断电源,关闭水源及气源。
4.氩弧焊接时,电弧中的紫外光线远超过手工电弧焊的强度,因此,焊工必须穿戴帆布工作服、手套,防止弧光的辐射,工作地点的周围应放置遮光屏,以免扰乱及损伤周围其他工作人员。
5.工作场所附近不可放置易燃品。
七.成套供应
1.ZXG7-300型弧焊整流器 1只
2.K-2型手工钨极氩弧焊控制器 1只
3.QS-65/150型焊炬(连同电缆) 1只
4.QS-65/300型焊炬(连同电缆) 1只
5.控制电缆,4芯,长度1.2米,二端带插头 1只
6.焊接电缆,截面50平方毫米,
长度1米,两吨带铜接头 1根
7.焊接电缆,截面50平方毫米
长度4.5米,二端带铜接头 1根
8.装箱单 1份
9.产品合格证明书 1份
10.产品使用说明书
成套供应的项目按订货合同的规定供应,以装箱单所列为准。
附图:电气原理图
|
序号 |
代号 |
名称规格 |
数量 |
|
1 |
B1 |
变压器110V/36V 5VA |
1 |
|
2 |
B2 |
高频变压器100V/2500V |
1 |
|
3 |
B3 |
高频变压器 |
1 |
|
4 |
C1C3C5C7C9 |
电容器CJ11 0.01uF/160V |
5 |
|
5 |
C2 |
电解电容器CD11 50uF/5 |
1 |
|
6 |
C4 |
电解电容器CD11 47uF/2 |
1 |
|
7 |
C6 |
电容器CJ11 0.47uF/160 |
1 |
|
8 |
C9C10C11C12C17 |
电容器CY-3 10000P/250 |
5 |
|
9 |
C13C14C15C16 |
电容器CY-3 3300P/2500 |
4 |
|
10 |
C18 |
电容器CJ41―2 2uF/250V |
1 |
|
11 |
D1―D13 |
二极管1N4004 |
13 |
|
12 |
W1W2 |
稳压管2CW 110 |
2 |
|
13 |
W3 |
稳压管2CW 115 |
1 |
|
14 |
BG1 |
三极管3DC 12B |
1 |
|
15 |
BG2 |
三极管3DC 6C |
1 |
|
16 |
BG3 |
三极管3DD 01B |
1 |
|
17 |
R1R2 |
电阻RJ―1―1K欧 |
2 |
|
18 |
R3R7R8 |
电阻RJ―0.5―100K欧 |
3 |
|
19 |
R4 |
电阻RJ―0.5―2.2K欧 |
1 |
|
20 |
R5 |
电阻RJ―0.5―10K欧 |
1 |
|
21 |
R6 |
电阻RJ―0.5―18欧 |
1 |
|
22 |
R9 |
电阻RJ―1―1欧 |
1 |
|
23 |
CZ1 |
插座P20KGQ |
1 |
|
24 |
CZ2 |
插座CAY-2 |
1 |
|
25 |
DQ |
电磁气阀二位三通110V |
1 |
|
26 |
KSY |
水压开关 |
1 |
|
27 |
FD |
发电器 |
1 |
|
28 |
Jg |
继电器DZ-6型AC110V2*2 |
1 |
|
29 |
J1J2JS |
继电器JZX-17F DC24V 4Z |
3 |
|
30 |
JY |
继电器JZX-17F DC48V 4Z |
1 |
|
31 |
JZ |
继电器JZX-17F DC12V 4Z |
1 |
|
32 |
K1 |
钮子开关KN3 2*2 |
1 |
|
33 |
K2 |
钮子开关KNX 1*2 |
1 |
|
34 |
K3 K4 |
钮子开关KN4 1*2 |
2 |
|
35 |
W |
电位器118-1X2A-47K欧 |
1 |
|
36 |
RD |
管状保险丝BLX 6*303A |
1 |
|
37 |
N1N2 |
氖气泡NHO-4C |