BX1系列交流弧焊机使用说明书
一、安全注意事项
为了避免重大人身事故,请遵守以下事项:
1.安装、使用焊机前,请认真阅读本使用说明书,并遵守焊机上的警示符和警告语内容。
2.请经过专业培训并取得专业资格的人员才能进行焊机的安装、操作和维修保养。
3.使用心脏起搏器的人员,未经专业医护人员同意,不得从事焊接作业及靠近正在使用中的焊机,因焊机通电时产生的磁场会对起搏器的工作产生不良的影响。
4.非有关人员不得进入焊接工作现场。
5.不允许将本焊机用作焊接以外的工作。
为了避免触电危险,请遵守以下事项:
一旦接触带电部位可能会引起致命的电击和电灼伤
1.请不要碰触任何带电部位。
2.开始焊接工作前,应认真检查电源输入线、保护接地线和焊接电缆绝缘是否良好,接线是否正确、牢固可靠,配电箱及电源线容量是否满足需要。
3.焊机在拆卸掉外壳及其它防护装置的情况下不得用于焊接作业。
4.操作人员必须穿戴电焊作业的安全防护用品。
5.焊接作业完毕或暂时离开焊接现场时,应切断焊机所有的输入电源。
6.焊机的定期维护保养应由专业人员进行。
7.使用中如出现故障应及时停机检查,待故障排除后方可继续使用。
为了避免焊接弧光、飞溅、焊渣、烟尘及有害性气体的危害,请使用规定的防护用具
●弧光会引起眼部发炎或皮肤灼伤。
●飞溅、焊渣会灼伤眼睛、烧伤皮肤。
●焊接产生的烟尘和气体会危及身体健康。
●在狭窄场所焊接作业,如果缺氧会导致窒息。
1.在进行焊接作业或观察、监督焊接作业时,请使用合格的电焊防护面罩或佩戴防护眼镜。
2.在焊接场所周围设置隔离屏障,防止弧光伤及他人。
3.佩戴口罩,注意焊接场所的通风排气,防止气体中毒和窒息事故的发生。尤其在焊接具有镀层或涂层的材料时,会产生有害的烟尘和气体,更要注意防护。
4.在狭窄场所焊接时,还应安排检查人员定时检查作业区内通风及人员情况是否正常。
为了防止火灾、爆炸、爆裂等事故发生,请遵守以下规定:
●焊接时的飞溅物、焊渣、热工件接触可燃物后会引起火灾。
●供电回路、焊接回路的各连接处应保证接触良好,否则工作时会引起局部过热。
●在未采取确实有效的防范措施之前,禁止在盛有可燃性物质或密封的容器上焊接,否则会引起爆炸或爆裂。
1.焊接场所不得放有易燃、易爆物品或可燃物。
2.各电缆连接处必须接线可靠、绝缘良好。
3.当焊接装有可燃性物质或密封容器(如管道、箱、槽等)时,必须请有关专家制定确实效的防范措施后才能施焊。
4.在焊接现场应配备必要的消防器材,以防万一。
接触旋转部位会引起受伤,请遵守以下规定:
1.请不要在拆卸掉外壳或其它防护装置的情况下使用焊机。
2.不要将手指、衣服、头发等靠近焊机的旋转部位(如冷却风机),以防受伤。
为防止焊机的绝缘性能受到破坏而引起火灾,请遵守以下规定:
1.焊机的安放地点应保证焊接时的飞溅物或其它作业时产生的金属粉末、金属屑粒不能进入焊机内部,如已发现进入,务必全部切断电源后,拆卸下外壳,用压缩空气吹净或其它方法清除。
2.粉尘堆积后会引起绝缘性能下降,甚至会引起焊机内部短路而影响正常使用,请根据实际使用情况,定期派专业人员进行维护保养。
二、交流弧焊机结构特点及主要技术参数
●主要用途:
焊接方式:单人手工交流电弧焊
主要焊接材料:低碳钢、低合金钢
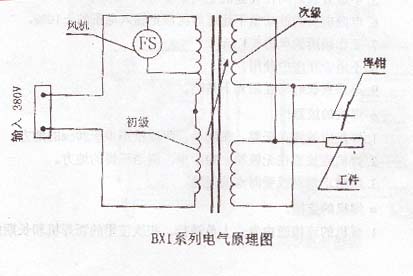
●结构特点:
1.采用移动铁芯式弧焊变压器,焊机电流无级调节,性能稳定,使用方便。
2.外壳防护等级为IP21,安全可靠。
3.装有吊环和滚轮,便于起吊和使用中的短距离移动。
4.小型焊机(≤200A)设有电压转换开关,可以使用380伏或220电压。
5.前板上装有调节手轮和电流指示标牌,调节电流方便。

●主要技术参数:
焊机的主要技术参数见下表:
|
项目 |
单位 |
BX1-160-2 BX1-160 |
BX1-200-2 BX1-200 |
BX1-250-2 BX1-250 |
BX1-315-2 BX1-315 |
BX1-400-2 BX1-400 |
BX1-500-2 BX1-500 |
BX1-630-2 BX1-630 |
|
额定输入电压 |
V |
单相220/380 |
单相380 |
|||||
|
额定频率 |
Hz |
50 |
||||||
|
额定空载电压 |
V |
62 |
66 |
68 |
70 |
72 |
70 |
72 |
|
额定焊接电流 |
A |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
电流调节范围 |
A |
65-160 |
75-200 |
50-250 |
60-315 |
75-400 |
95-500 |
125-630 |
|
额定负载持续率 |
% |
20 |
35 |
|||||
|
额定输入容量 |
KVA |
10.6 |
13.6 |
18.6 |
22.8 |
30 |
38 |
47 |
|
绝缘 等级 |
F |
|||||||
|
冷却方式 |
强迫风冷 |
|||||||
|
外形尺寸(A×B×C) |
mm |
365×600×590 350×540×550 |
405×645×635 400×625×650 |
434×670×725 390×585×600 |
454×700×745 390×585×655 |
494×740×805 440×640×755 |
||
|
质量 |
Kg |
42 |
50 |
88 |
105 |
120 |
150 |
170 |
三、基本使用方法
●使用环境条件:
1.周围环境空气温度:-10℃~+40℃
2.空气相对湿度:
在+40℃时: ≤50%
在+20℃时: ≤90%
3.周围空气中的灰尘、酸、腐蚀性气体或物质等不超过正常含量,由于焊接过程产生的除外。
4.海拔高度不超过1000m。
5.不适宜长时间在含盐的空气中使用。
6.电源电压的波动量不超过焊机额定输入电压的±10%。
7.工作场所的风力≤1.5m/s。
8.不适合在雨中使用。
9.不适宜长时间在阳光下暴晒。
●焊机的放置:
1.焊机应放置在平整、振动少、距墙壁不少于20cm的地方。
2.焊机应放置在无铁粉、粉尘少、清洁干燥的地方。
3.应防止雨淋或受海水的侵蚀。
●焊机的连接:
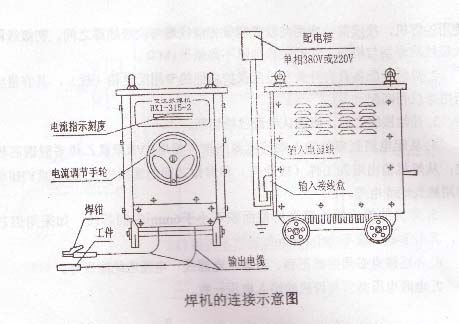
1.焊机的连接应由专业人员进行。初次使用的新焊机和长期放置后又重新使用的焊机,接线前,应用兆欧表测量初级线圈与次级线圈之间、初级线圈和次级线圈分别与机架之间的绝缘电阻不得低1MΩ。
2.焊机应配备具有开关及过流保护功能的专用配电箱(扳),其容量应与所用焊机相匹配。
3.开始接线之间,应确认电源已经切断。
4.从配电箱到焊机输入端的电源线推荐使用BVR聚氯乙烯多股铜芯软导线;从焊机输出端到工件(接地夹)和焊钳之间的连线应采用YH或YHF电焊专用橡胶绝缘电缆。
5.焊机的接地线推荐采用截面积不小于6mm2的铜芯线;如采用铝芯线时,其截面积一般不小于10mm2。
6.各连接点必须接线正确、可靠,电源线、电缆应绝缘良好。
7.电源电压必须与焊机的输入电压一致。
●焊机的使用
焊机安装、连接完毕后,请按以下顺序进行操作(操作应由经过专业培训,取得电焊专业资格的人员进行)。
1.检查所有连线是否正确、可靠。
2.检查电源线、焊接电缆的绝缘是否完好,如有破损,必须用绝缘带包扎完好或更换绝缘良好的导线。
3.检查工件上需焊接处,是否有严重腐蚀、大量油漆或其它影响焊接质量的附着物,如有,应量清除干净,以免影响焊接质量。
4.打开配电箱(板)上的电源开关。
5.打开焊机上的电源开关(对于可使用380伏和220伏两种电压的小型焊机,必须注意:开关指向要与电源电压一致),风扇转动。
6.转动电流调节手轮(柄),根据焊接规范要求,把前板上电流指示针调到相应的位置(这时的电流指示值仅供参考)。
7.在与工件材料相同的试件上试焊,根据试焊情况,把焊接电流调到最佳值。
8.实施焊接作业。
9.焊接作业完毕(或需暂停焊接离开现场)。
10.切断焊机上的电源。
11.切断配电箱(板)上的电源。
●焊接使用中的注意事项:
1.实际需要的焊接电流大小,会受到工件厚度、焊条大小、焊接姿势等因素的影响。焊条直径与焊接电流值的关系大致如下表所示:
|
焊条直径(mm) |
焊接电流(A) |
焊条直径(mm) |
焊接电流(A) |
|
φ1.6 |
25~40 |
φ4.0 |
160~210 |
|
φ2.0 |
40~65 |
φ5.0 |
200~270 |
|
φ2.5 |
50~80 |
φ6.0 |
260~300 |
|
φ3.2 |
100~130 |
|
|
2.为保证焊机的正常使用寿命,请按照焊机的负载持续率使用,避免焊机过载,严重的过载会烧坏焊机。
焊机的额定负载持续率是一个非常重要的技术参数,它表示焊机在额定焊接电流时的实际焊接时间在一个工作周期(10分钟)中所占的比率。例如:焊机的额定负载持续率为60%,是指这台焊机在额定焊接电流时,只允许按照焊接6分钟,接着空载4分钟的规定循环使用。当实际焊接电流小于焊机的额定焊接电流时,实际焊接时间可以延长,这时的负载率可按下式计算:
实际允许的负载持续率=(额定焊接电流÷实际焊接电流)2×额定负载持续率
3.焊机的接头处必须连接牢固,否则会因接触不良引起局部过热而烧坏接线端子或焊接电缆。
4.焊接电缆不宜过长,一般不能超过15m。如因实际需要必须加长后,焊接时若有引弧困难或焊接电流偏小情况时,请适当加粗电缆线。
5.焊机应防止雨淋;尽量放置在阴凉、干燥通风处,避免在湿气大、有铁粉和粉尘多的地方放置;夏季,不要在阳光直射下长时间使用。
6.操作者应穿戴齐全电焊安全防护用品。
7.工作完毕或临时离开现场,必须切断焊机和配电箱上的电源。
8.使用中应随时注意焊机的工作状态,如发现异常,应立即停机检查,排除异常后方可继续工作。
四、焊机的维护保养
1.焊机的维护保养,应由专业人员进行,维护保养前必须切断电源。
2.焊机的维护保养每半年至少应进行一次。
3.维护保养时至少应进行以下几项工作。
a.用兆欧表测量初级线圈与次级线圈之间、初级线圈和次级线圈分别与机架之间的绝缘电阻不得低于1MΩ;
b.用压缩空气或刷子除净堆积在机内的灰尘;
c.检查各连接处是否连接牢固,消除所有连接不可靠现象;
d.检查线圈及其它部件固定是否牢固,如有松动必须加以坚固。
五、一般故障处理
焊机的一般故障的产生原因和处理方法见下表:
|
故障现象 |
产生原因 |
排除方法 |
|
1.焊机无焊接电流输出 |
1.焊机输入端无电压输入; 2.内部接线脱落或断路; 3.内部线圈烧坏。 |
1.检查配电箱到焊机输入端的开关、导线、熔断丝等是否完好,各接线处是否接线牢固; 2.检查焊机内部开关、线圈的接线是否完好; 3.更换烧坏的线圈。 |
|
2.焊机电流偏小或引弧困难 |
1.网络电压过低; 2.电源输入线截面积太小; 3.焊接电缆过长或截面积太小; 4.工件上有油漆等污物; 5.焊机输出电缆与工件接触不良。 |
1.待网络电压恢复到额定值后再使用; 2.按照焊机的额定输入电流配备足够截面积的电源线; 3.加大焊接电缆截面积或减少焊接电缆长度,一般不超过15米; 4.清除焊缝处的污物; 5.使输出电缆与工件接触良好。
|
|
3.焊机发烫.冒烟或有焦味冒出 |
1.焊机超负载使用; 2.输入电压过高或接错电压(对于可用220伏和380伏二种电压的焊机,错把380伏电压按220伏接入); 3.线圈内部短路; 4.风机不转;(新焊机初次使用时,有轻微绝缘漆味冒出是属于正常)。 |
1.严格按照焊机的负载持续率工作,避免过载使用; 2.按实际输入电压接线和操作; 3.检查线圈,排除短路故障; 4.检查风机,排除风机故障。 |
|
4.焊机噪声大 |
1.线圈短路; 2.线圈松动; 3.动铁芯振动; 4.外壳或底架紧固螺钉松动。 |
1.检查线圈,排除短路处; 2.检查线圈,紧固好松动处; 3.调整动铁芯顶紧螺钉; 4.检查紧固螺钉,消除松动现象。 |
|
5.冷却风机不转 |
1.风机接线脱落.断线或接触不良; 2.风叶被卡死; 3.风机上的电机坏。 |
1.检查风机接线处,排除故障处; 2.轻轻拨动风叶,检查是否转动灵活; 3.更换电机或整个风机。 |
|
6.外壳带电 |
1.电源线或焊接电缆线处碰外壳; 2.焊接电缆绝缘破损处碰工件;3.线圈松动后碰铁芯; 4.内部裸导线碰外壳或机架。 |
1.检查接线处,排除碰外壳现象; 2.检查焊接电缆,用绝缘带包好破损处; 3.检查线圈,调整和紧固好松动的线圈; 4.检查内部导线,排除碰外壳处。 |

六、随机文件
每台焊机出厂时配备以下技术文件:
1.使用说明书 1份。
2.合格证 1份。
3.保修证 1份。